【摘要】:电解成形加工是利用金属在外电场作用下的阳极溶解,使工件加工成形的一种加工方法。图8-19所示为电解成形加工的原理图。型腔电解加工的主要特点如下:1)生产率高。电解加工型腔比电火花加工效率高4倍以上,比切削加工成形效率高几倍至十几倍。2)表面粗糙度低,Ra=0.8~3.2μm。4)不受材料硬度限制,可以在模具淬火后加工。5)尺寸精度可达±0.05~±0.2mm。6)电解液对设备和工艺装备有腐蚀作用。
电解成形加工是利用金属在外电场作用下的阳极溶解,使工件加工成形的一种加工方法。图8-19所示为电解成形加工的原理图。在工件和工具电极之间接上直流电源,工件接正极(称阳极),工具电极接负极(称阴极),在工件和工具之间保持较小的间隙(0.1~1mm),在间隙中通过高速流动(可达75m/s)的电解液,当电源给阳极和阴极之间加上直流电压时,在工件表面不断产生阳极溶解。由于阴极和阳极之间各点距离不等,电流密度也不等(见图8-19中上面的曲线图),在工件表面上产生的阳极溶解速度也不相同,在阴阳极距离最近的地方,电流密度最大,阳极溶解速度也最快,随着阴极的不断进给,电解产物不断被电解液冲走,最终工件型面与阴极表面达到基本吻合(见图8-19中下面的曲线图)。
型腔电解加工的主要特点如下:
1)生产率高。电解加工型腔比电火花加工效率高4倍以上,比切削加工成形效率高几倍至十几倍。
2)表面粗糙度低,Ra=0.8~3.2μm。
3)工具阴极不损耗,阴极可以长期使用。
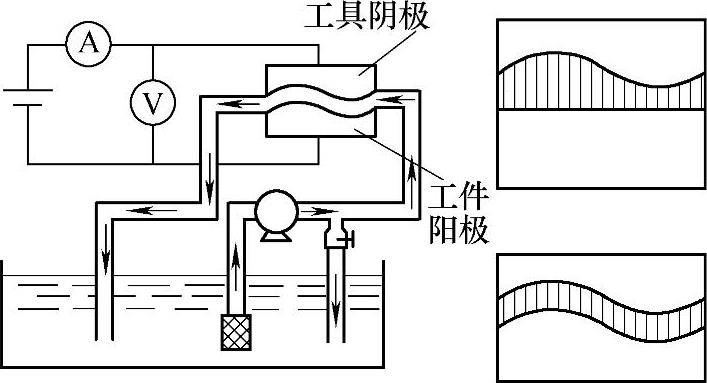
图8-19 电解成形加工原理图(www.daowen.com)
注:vwi为切割速度。
4)不受材料硬度限制,可以在模具淬火后加工。
5)尺寸精度可达±0.05~±0.2mm。
6)电解液(主要是氯化钠)对设备和工艺装备有腐蚀作用。
7)设备投资和占地面积较大。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用压铸模设计与制造的文章





