【摘要】:图8-17 电火花线切割加工系统示意图1—储丝筒 2—丝线 3—脉冲电源 4—工作液 5—工件 6—工作台 7—导向轮 8—床身电火花线切割加工是在电火花线切割机床上对工件进行切割加工。3)加工电流较小,属中、精加工范畴,所以采用正极性加工,即脉冲电源正极接工件,负极接电极丝。表8-15 国内外电火花线切割最高加工精度和最佳表面粗糙度比较国内外电火花线切割加工最小切缝比较见表8-16。图8-18 电火花线切割加工的异形曲线
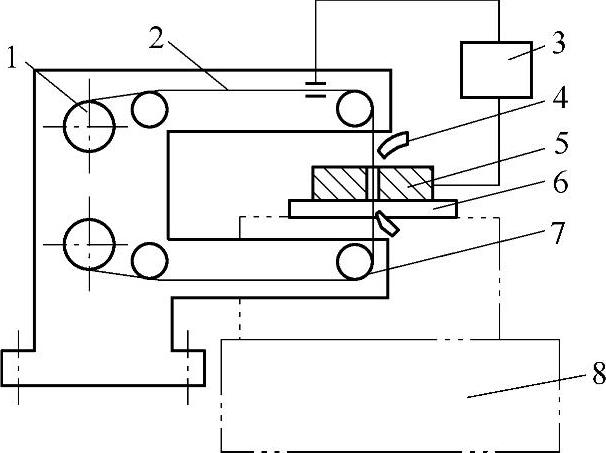
1—储丝筒 2—丝线 3—脉冲电源 4—工作液 5—工件 6—工作台 7—导向轮 8—床身
电火花线切割加工是在电火花线切割机床上对工件进行切割加工。其加工系统示意图如图8-17所示。
其加工原理与电火花成形加工相同,与电火花成形加工相比较主要有以下特点:
1)不需要制造成形电极,工件材料的预加工量少。
2)能方便地加工复杂形状的工件、小孔和窄缝等。
3)加工电流较小,属中、精加工范畴,所以采用正极性加工,即脉冲电源正极接工件,负极接电极丝。加工时基本是一次成形,中途不需要换电规准。
4)只对工件进行轮廓图形加工,余料仍可利用。
5)由于采用移动的长电极丝进行加工,单位长度电极丝损耗较小,所以当切割工件的周边长度不长时,对加工精度影响较小。
6)自动化程度高,操作方便,加工周期短,成本低,较安全。
7)单向走丝线切割机上的自动化穿丝装置,能自动地实现多个形状的加工。(www.daowen.com)
8)单向走丝线切割机由于x—y工作台以每一脉冲0.25μm的速度驱动,而且使用激光测长仪测量机床的误差和进行修正,因而可以进行高精度尺寸的加工。
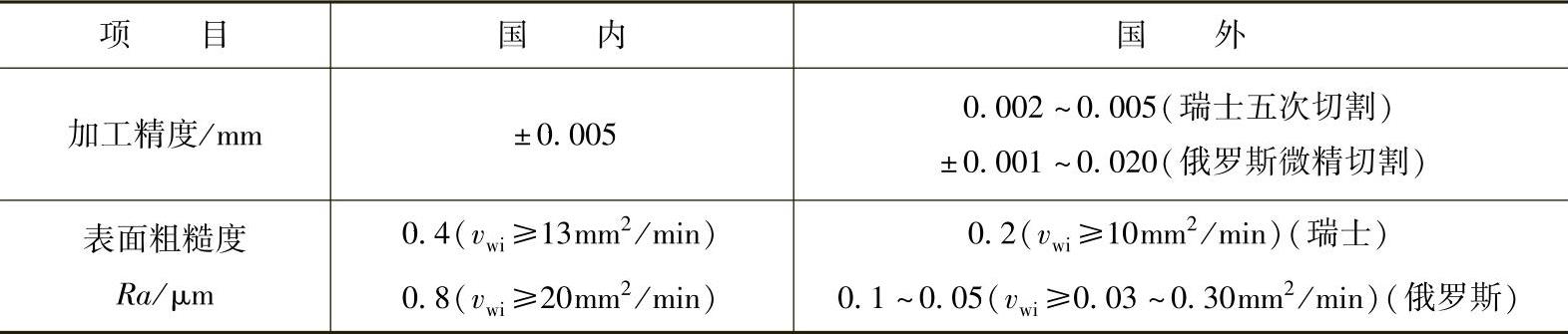
国内外电火花线切割最高加工精度和最佳表面粗糙度比较见表8-15。
表8-15 国内外电火花线切割最高加工精度和最佳表面粗糙度比较
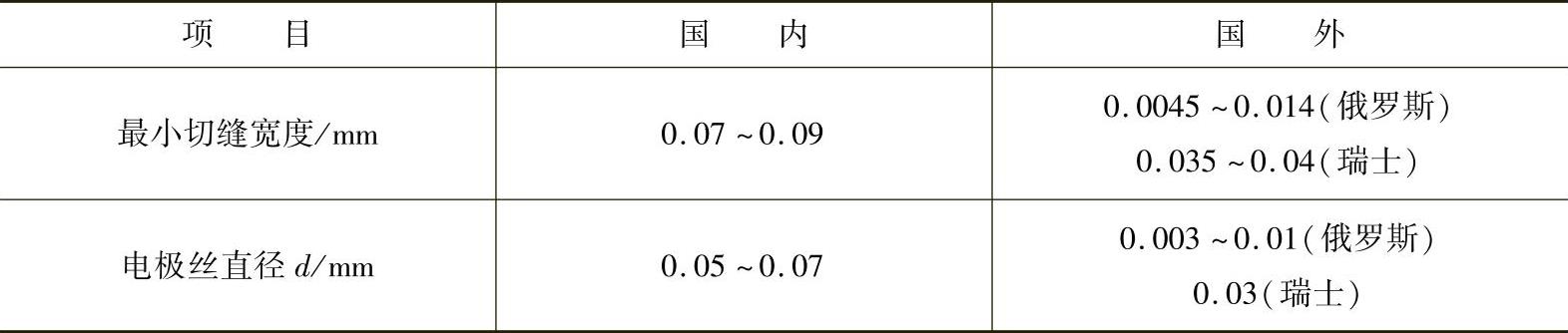
国内外电火花线切割加工最小切缝比较见表8-16。
表8-16 国内外电火花线切割加工最小切缝比较
电火花线切割加工可以用来切割各种异形曲线(见图8-18)。
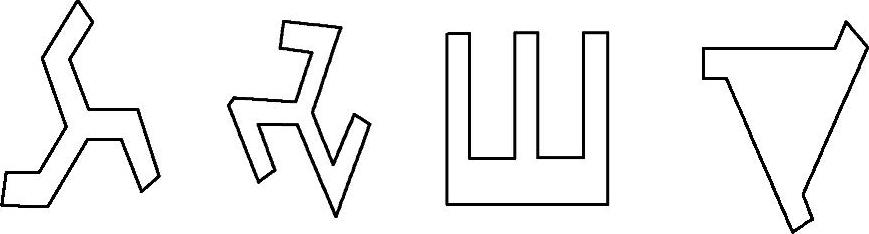
图8-18 电火花线切割加工的异形曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用压铸模设计与制造的文章





