【摘要】:图8-8 珩磨头1—螺母 2—弹簧 3—调整锥 4—磨条 5—磨头体 6—垫块 7—顶销 8—弹簧珩磨是用磨粒很细的磨条来进行加工的,多用于加工圆柱孔。珩磨孔用的工具叫珩磨头,其结构有很多种,图8-8所示为一种简单的珩磨头。因此,在珩磨过程中,需要经常停车转动螺母来调整工作压力,从而降低了生产率。在成批大量生产中,广泛采用气动、液动调节工作压力的珩磨头。图8-9 珩磨时磨粒的运动轨迹表8-14 珩磨加工余量

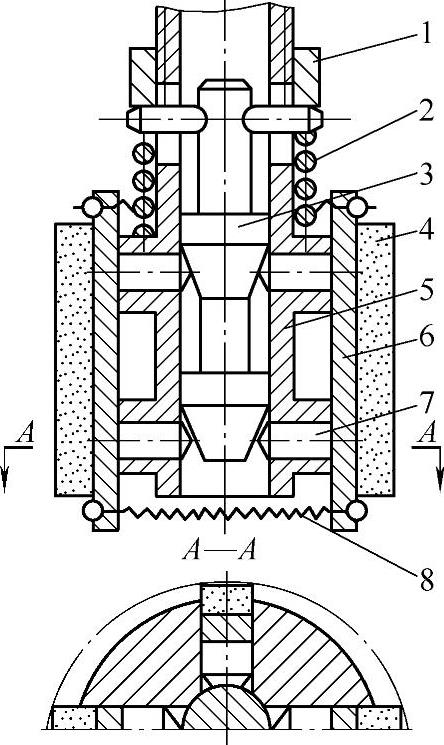
图8-8 珩磨头
1—螺母 2—弹簧 3—调整锥 4—磨条 5—磨头体 6—垫块 7—顶销 8—弹簧
珩磨是用磨粒很细的磨条(也叫磨石)来进行加工的,多用于加工圆柱孔。
珩磨孔用的工具叫珩磨头,其结构有很多种,图8-8所示为一种简单的珩磨头。磨头体通过浮动联轴器与机床主轴连接,以消除机床主轴和工件内孔不同心的有害影响。四块磨条(也有三、五、六块的)用结合剂(或机械方法)与垫块固结在一起,并装进磨头体的槽中。垫块两端由弹簧箍住,使磨条保持在磨头体上。当转动螺母时,通过调整锥和顶销使磨条张开以调整磨头的工作尺寸及磨条的工作压力。这种珩磨头难以保证磨条对孔壁的工作压力调整得准确,原因是磨条的磨损、孔径的增大,以及磨条对孔壁的压力也不能保持恒定。因此,在珩磨过程中,需要经常停车转动螺母来调整工作压力,从而降低了生产率。在成批大量生产中,广泛采用气动、液动调节工作压力的珩磨头。珩磨头工作时有两种运动的结果,磨条上的每颗磨粒在工件孔壁磨出左右螺旋形的交叉痕迹(见图8-9)。为使整个工件表面均匀地被加工到,磨条在孔的两端都要露出一段约25mm的越程。
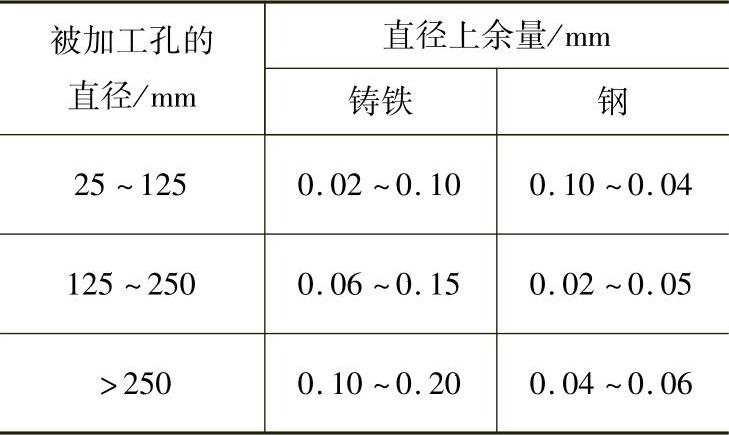
珩磨的工件表面粗糙度值Ra为0.05~0.4μm,尺寸精度为IT6,圆度或圆柱度误差可控制在0.003~0.005范围内。珩磨加工余量见表8-14。(www.daowen.com)
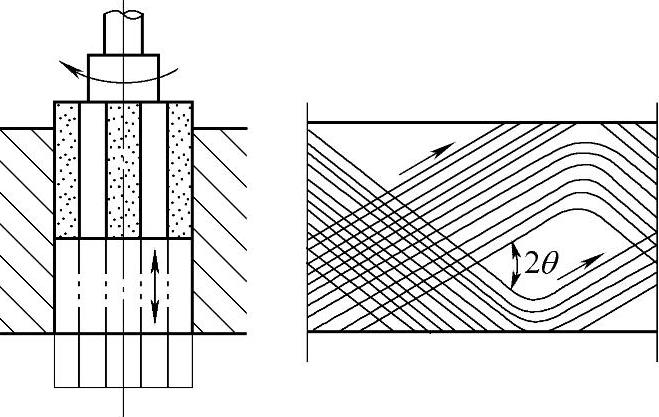
图8-9 珩磨时磨粒的运动轨迹
表8-14 珩磨加工余量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






