1.镗床
镗床有普通镗床、坐标镗床和数控镗床等。
坐标镗床万能回转台除了能绕主分度回转轴任意角度回转外,尚能绕辅助回转轴作0~90°的倾斜转动。主回转运动由手轮带动蜗杆副实现,倾斜回转运动由另一手轮带动蜗杆副实现。手柄用以固定分度回转轴,另一手柄用以固定倾斜回转轴。松开一手柄,转动偏心套,可使蜗杆副脱开,实现转台快速转动。倾斜回转精度要求较高(30″以下)时,可利用正弦规和块规来控制。
2.镗削工艺
(1)基本找正 在坐标镗加工中,根据工件形状特点,定位基准有:
1)工件上的划线。
2)圆形件上已加工的外圆或内孔。
3)短形件或不规则外形件上已加工的孔。
4)矩形件或不规则外形件上已加工的相互垂直面。
(2)镗淬硬工件 在没有坐标磨床的情况下,为了解决热处理后的变形,必要时可以用硬质合金刀具镗淬硬的工件。但需注意以下几点:
1)刀杆尽量短,刀杆材料用40Cr,硬度为43~48HRC,以提高刀杆的刚性。
2)硬质合金刀刃上磨出宽度约0.3mm的负前角(≈-10°),以提高刀刃的强度。
3)进给量根据工件硬度按表8-5选用。(www.daowen.com)
表8-5 镗淬硬工件的进给量

4)镗淬硬工件的主轴转速按表8-6选用。
表8-6 镗淬硬工件的主轴转速

5)减小镗孔锥度的方法。加工硬度为50~55HRC的T8A材料时,可采取上下行程都吃刀。加工硬度为60~63HRC的Cr12MoV钢制件时,如果工件硬度均匀,也可采取上下行程都吃刀,但由于硬度高,刀头磨损快,最后精镗要注意保持刃口锋利;当硬度不均匀时,只宜在下行程时吃刀,并根据硬度改变进给量。
3.坐标镗加工精度
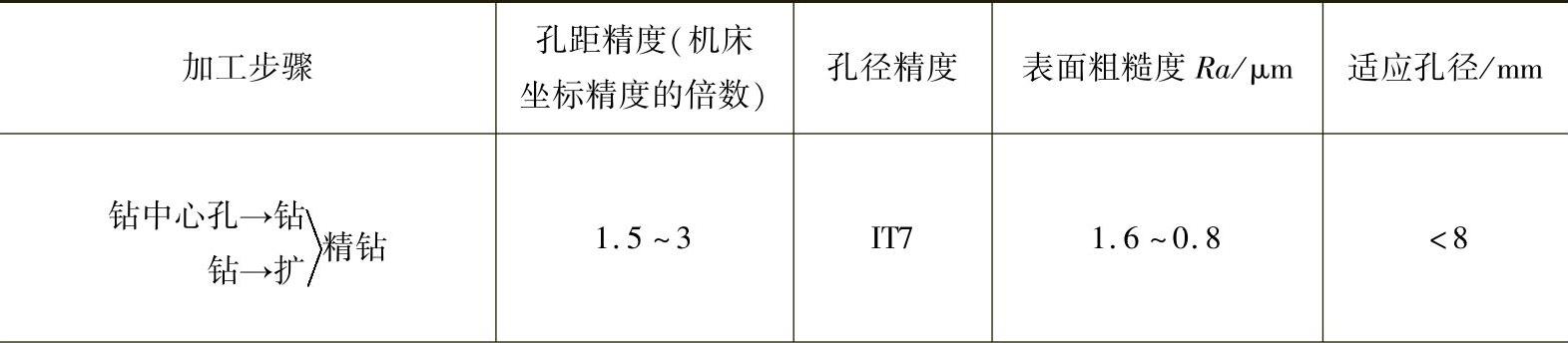
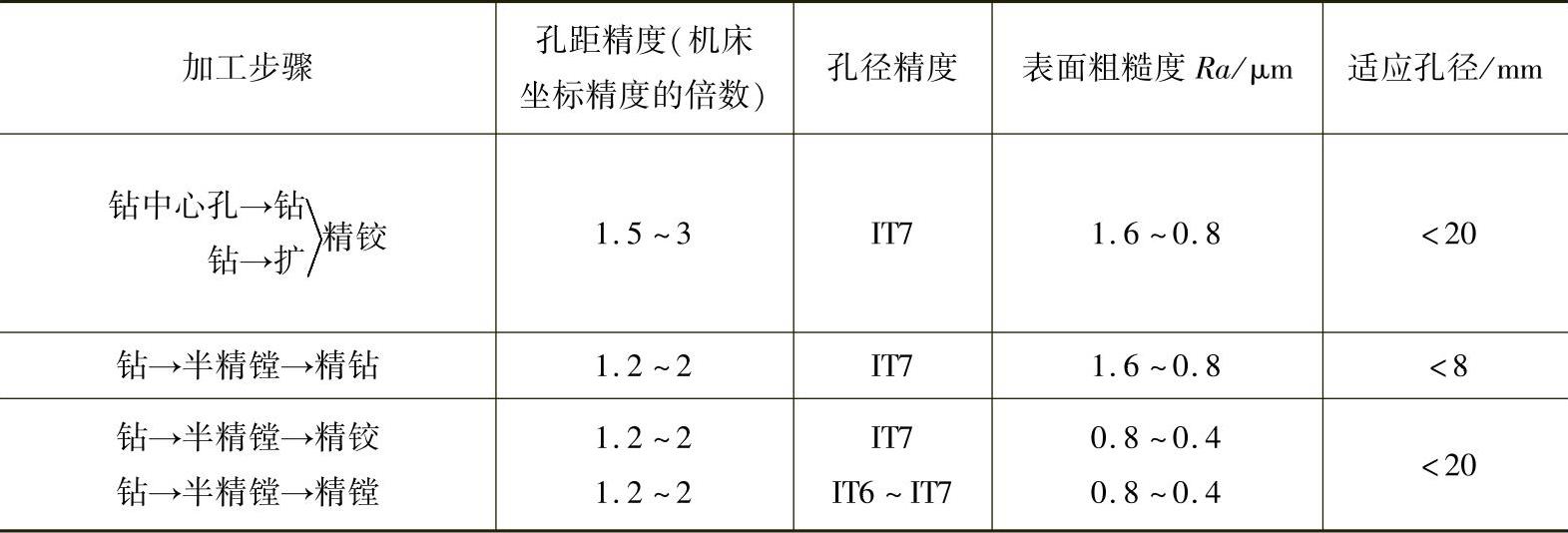
镗孔尺寸精度与表面粗糙度见表8-7。
表8-7 镗孔尺寸精度与表面粗糙度
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





