1.钻孔
(1)钻床
1)台式钻床简称台钻,是一种小型机床,安放在钳工台上使用。其钻孔直径一般在ϕ12mm以下。由于加工的孔径较小,台钻主轴转速较高,最高时每分钟可近万转,故可加工1mm以下的小孔。主轴转速一般用通过改变V带在带轮上的位置来调节。台钻的主轴进给运动由手完成。台钻小巧灵便,主要用于加工小型工件上的各种孔,钳工加工中用得最多。
2)立式钻床简称立钻,一般用来钻中型工件上的孔,其规格用最大钻孔直径表示。常用的有ϕ25mm、ϕ35mm、ϕ40mm、ϕ50mm等几种。
立钻主要由机座、立柱、主轴变速箱、进给箱、主轴、工作台和电动机等组成。主轴变速箱和进给箱与车床类似,分别用以改变主轴的转速与直线进给速度。钻小孔时,转速需高些;钻大孔时,转速应低些。
钻孔时,工件安放在工作台上,通过移动工件位置使钻头对准孔的中心。
3)摇臂钻床用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等。它有一个能绕立柱旋转的摇臂。主轴箱可以在摇臂上作横向移动,并随摇臂沿立柱上下作调整运动。刀具安装在主轴上,操作时能很方便地调整到需钻削的孔中心位置,而工件不需移动。摇臂钻床加工范围广泛,在单件和成批生产中都可采用。
4)深孔钻床是专门化机床,专门用于加工深孔,例如加工枪管、炮管和机床主轴等零件的深孔。这种机床加工的孔较深,为了减少孔中心线的偏斜,加工时通常是由工件转动来实现主运动,深孔钻头并不转动,只作直线的进给运动。此外,由于被加工孔深而且工件往往又较长,为了便于排除切屑及避免机床过于高大,深孔钻床通常是成卧式的布局。因此,深孔钻床的布局与车床类似。在深孔钻床中备有切削液输送装置(由刀具内部输入切削液至切削部位)及周期退刀排屑装置。
5)微孔钻床是专门用于加工微型孔的钻床,这种钻床具有精确的自定心系统,保证在钻削过程中,钻头不致损坏。
(2)钻头
1)麻花钻是钻孔的主要工具。直径小于ϕ12mm时一般为直柄钻头,大于ϕ12mm时为锥柄钻头。
麻花钻有两条对称的螺旋槽,用来形成切削刃,且作输送切削液和排屑之用。前端的切削部分有两条对称的主切削刃,两刃之间的夹角称为锋角,其值为2Φ0=116°~118°。两个顶面的交线称为横刃,钻削时作用在横刃上的轴向力很大。故大直径的钻头常采用修磨的方法缩短横刃,以降低轴向力。导向部分上的两条刃带在切削时起导向作用,同时又能减小钻头与工件孔壁的摩擦。
麻花钻的装夹方法,按其柄部的形状不同而异。
锥柄可以直接装入钻床的主轴孔内,较小的钻头可用过渡套筒安装。直柄钻头则用钻夹头安装。
2)模具零件的小孔,可用精孔钻加工。精孔钻用麻花钻修磨而成。其特点是切削刃两边磨出顶角为8°~10°的修光刃,同时磨出60°的切削刃。在低的切削速度(2~8m/min)和较小进给量(0.1~0.2mm/r)下进行扩孔。扩孔余量一般为0.1~0.3mm。尺寸精度可达IT7~IT8,表面粗糙度值Ra可达0.4~1.6μm。
3)小孔钻头用来钻削小孔或微孔。
(3)钻孔方法 钻床钻孔时,钻头旋转(主运动)并作轴向移动(进给运动)。
由于钻头结构上存在一些缺点,如刚性差、切削条件差,故钻孔精度低,尺寸公差等级一般为IT12左右,表面粗糙度值Ra为12.5μm左右。
1)钻孔前的准备。钻孔前,工件要划线定心,在工件孔的位置划出加工圆和检验圆,并在加工圆和中心冲出样冲眼。
根据孔径大小选取合适的钻头,检查钻头主切削刃是否锋利和对称,如不合要求,应认真修磨。装夹时,应将钻头轻轻夹住,开车前检查是否放正,若有摆动,则应纠正,最后用力夹紧。
2)工件的安装。对不同大小与形状的工件,可用不同的安装方法。一般可用机用平口钳等装夹。在圆柱形工件上钻孔,可放在V形块上进行,亦可用机用平口钳装夹。较大的工件则用压板螺钉直接装夹在机床工作台上。(https://www.daowen.com)
在成批和大量生产中,钻孔时广泛应用钻模夹具。
3)钻孔操作。按划线钻孔时,应先对准样冲眼试钻一浅坑,如有偏位,可用样冲重新冲孔纠正,也可用錾子錾出几条槽来纠正。钻孔时,进给速度要均匀,将要钻通时,进给量要减小。钻韧性材料要加切削液。钻深孔(孔深L与直径d之比大于5)时,钻头必须经常退出排屑。
钻床钻孔时,当孔径大于ϕ30mm时,亦需分两次钻出。
2.扩孔和铰孔
用扩孔钻对已经钻出的孔作扩大加工称为扩孔。扩孔所用的刀具是扩孔钻。扩孔钻的结构与麻花钻相似,但切削刃有3~4个,前端是平的,无横刃,螺旋槽较浅,钻体粗大结实,切削时刚性好,不易弯曲。扩孔尺寸公差等级可达IT9~IT10,表面粗糙度值Ra可达3.2μm。扩孔可作为终加工,也可作为铰孔前的预加工。
铰孔是孔的精加工。铰孔可分为粗铰和精铰。精铰加工余量较小,只有0.05~0.15mm,尺寸公差等级可达IT7~IT8,表面粗糙度值Ra可达0.8μm。铰孔前工件应经过钻孔-扩孔(或镗孔)等加工。
铰孔所用刀具是铰刀。铰刀有手用铰刀和机用铰刀两种,手用铰刀为直柄,工作部分较长。机用铰刀多为锥柄,可装在钻床、车床或镗床上铰孔。铰刀的工作部分由切削部分和修光部分组成。切削部分呈锥形,担负着切削工作;修光部分起着导向和修光作用。铰刀有6~12个切削刃,每个刀刃的切削负荷较轻。
铰孔时选用切削速度较低,进给量较大,并要使用切削液。铰铸铁件用煤油,铰钢件用乳化液。
锥铰刀用以铰削锥度为1∶50的定位销孔。对于直径较小的锥销孔,可先按小头直径钻孔;对于直径大而深的锥销孔,可先钻出阶梯孔,再用锥铰刀铰削。
在铰削的最后阶段,要注意用锥销试配,以防将孔铰大。孔铰好之后,要清洗干净。锥销放进孔内,用手按紧时,其头部应高于工件平面3~5mm,然后用铜锤轻轻敲紧。装好的锥销其头部可以略高于工件平面;当工件平面与其他零件接触时,锥销头部则应低于工件平面。
3.锪孔与锪平面
在孔口表面用锪钻加工出一定形状的孔或凸台的平面,称为锪削,如图8-7所示。锪削又分锪孔和锪平面示。锪削又分锪孔和锪平面。
圆柱形埋头孔锪钻的端刃起主要的切削作用,周刃作为副切削刃起修光作用。为了保持原有孔与埋头孔同心,锪钻前端带有导柱,与已有的孔滑配,起定心作用。
锥形锪钻顶角有60°、75°、90°及120°四种,其中90°的用得最广泛。锥形钻有6~12个刀刃。
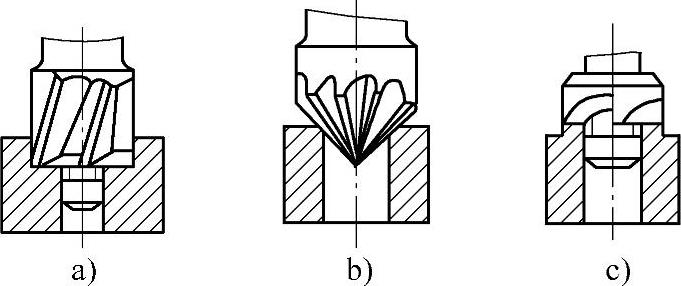
图8-7 锪削工作
a)锪圆柱形埋头孔 b)锪锥形埋头孔 c)锪凸台的平面
端面锪钻用于锪与孔垂直的孔口端面(凸台平面)。小直径孔口端面可直接用圆柱形埋头孔锪钻加工,较大孔口的端面也可另行制作锪钻。
锪削时,切削速度不宜过高,锪削时需加润滑油,以免锪削表面产生径向振纹或出现多棱形等质量问题。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






