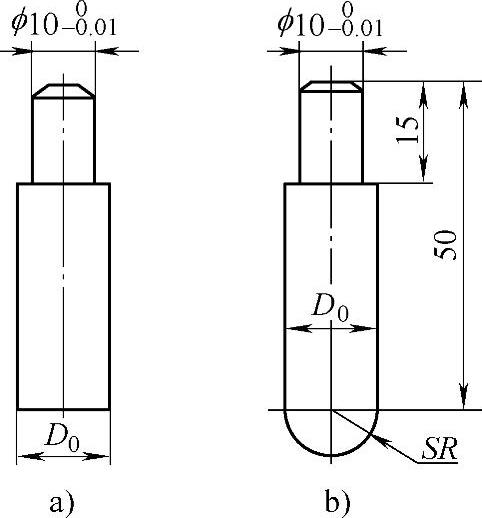
图8-2 标准靠模指形状
a)圆柱形靠模指 b)球头靠模指
在铣床上用铣刀进行切削加工称为铣削加工。
铣床主要用来加工各类平面、沟槽和成形面,也可进行钻孔、铰孔和镗孔。铣削加工的尺寸公差等级一般为IT9~IT8,表面粗糙度值Ra一般为1.6~6.3μm。
用于模具加工的铣床有卧式铣床、立式铣床、龙门铣床、万能工具铣床、仿形铣床、刻模铣床(雕刻机)和数控铣床等。此外,还有一些专门铣床,如滚齿机等。
1.一般铣削加工
常用的铣床有卧式铣床、立式铣床(整体式立式铣床、回转式立式铣床)、龙门铣床和万能工具铣床等。
铣床上的附件很多,仅介绍其中的一些。
(1)万能铣头 这是一种扩大卧式铣床加工范围的附件,铣头的主轴可安装铣刀,并可根据加工需要在空间扳转成任意方向。卧式铣床上装有万能铣头,铣床主轴的旋转运动通过铣头内的两对弧齿锥齿轮传到铣头主轴和铣刀上。
(2)分度头 它用于铣削六方、齿轮、花键等,需要利用分度头依此进行分度。分度头可在水平、垂直和倾斜位置工作。分度头的主轴前端可安装三爪自定心卡盘,主轴的锥孔内可安放顶尖,用以装夹工件。
为了满足不同形状面的加工要求,常用一些成形刀具,如加工凸圆弧柱面,可用凹圆弧的成形铣刀。
2.仿形铣
仿形铣是利用仿形机床的靠模指沿靠模走动,而以一定的变换比例,通过仿形铣刀而切削模具零件的加工方法。
(1)靠模指 圆柱形靠模指是指以圆柱面为靠模基准,用于圆轮仿侧型面或分层仿加工(切除大余量的粗仿加工);球头靠模指是指以球头为靠模基准,用于加工凹凸复杂型面。标准靠模指的形状见图8-2。
靠模指的形状应与仿形铣刀工作刃口端的形状相似。圆柱形靠模指常配用圆柱形立铣刀,球头靠模指常配用圆柱球头铣刀或锥形球头铣刀。
靠模指的尺寸应保证仿形加工出来的工件有一定的钳工修整量。靠模指的直径按下式计算:
粗仿形加工D0=D+2δ0+1
精仿形加工D0=D+2δ0
式中 D0——靠模指的直径(mm);
D——仿形铣刀直径(mm);
δ0——预偏量(mm),精仿形时取0.06~0.1mm。
对于加工余量不太大的粗、精仿形加工,可不更换靠模指直径,调整预偏量可使仿形加工的工件尺寸更趋近于图样要求,提高仿形加工的精度。
靠模指可用钢、硬铝、铜或塑料制成,工件表面应具有一定的硬度,并经抛光。(https://www.daowen.com)
(2)仿形铣刀 仿形铣刀的尺寸和形状是根据型腔的形状,特别是型面圆角半径的大小而选用的。
圆柱立铣刀一般用于各种凹凸型面的去除量粗加工和要求型腔底面清角的仿形加工。圆柱球头用于各种凹凸型面的半精和精仿加工。在型腔底面与侧壁之间有圆弧过渡时,进行侧壁仿形加工。锥形球头铣刀用于较复杂的凹凸型面,并具有一定深度和较小圆弧的工件。小型锥指铣刀用于加工特别细小的花纹。
3.雕刻加工
如图8-3所示,模板和工件安装在工件工作台上和模板工作台上。通过缩放机构在工件上缩小雕刻出模板上的字、图案等。在平面雕刻时,触头和刀具作平面运动就可以了。当进行立体雕刻时,必须要有上下运动的机构,当触头作上下、左右、前后运动时,固定有刀具的主轴作相应比例运动。
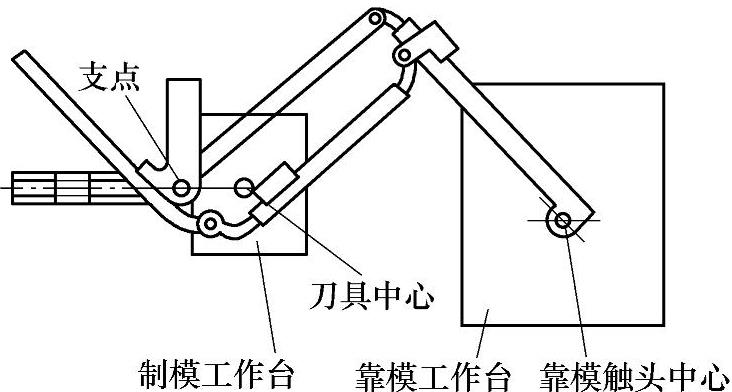
图8-3 缩放仪
如果采用平面模板在圆柱表面、圆锥表面上进行雕刻,则必须采用专门的滚轮附件。
模板制造可采用腐蚀、切削加工、铸造等方法。模板材料一般采用低碳钢、中碳钢、黄铜等,当触头接触压力不大时,也可用木材、石膏等制造。
雕刻用的铣刀与仿形铣用的铣刀不完全相同。雕刻用的铣刀如图8-4所示,一般都是单刃铣刀。刀具材料一般采用合金工具钢、高速钢或硬质合金。由于刀尖很细很尖,雕刻过程中刃磨次数比较多,因此在雕刻模铣床附近应设专门磨刀机。
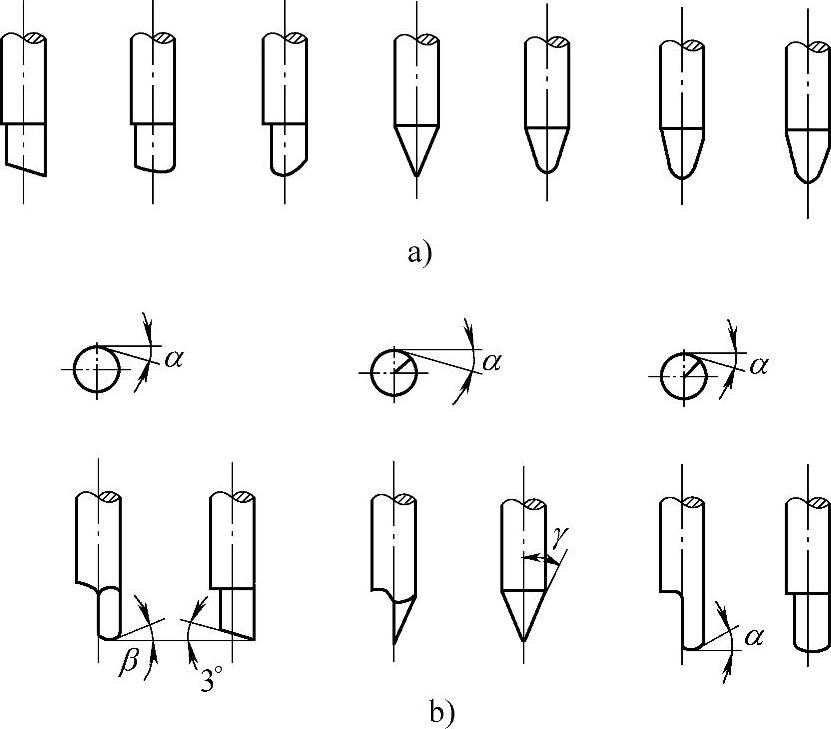
图8-4 雕刻铣刀形状和角度
a)刀具形状 b)刀具角度
触头的端头形状与刀具相似,尺寸按模板放大倍数制造。触头材料可采用T8A、T10A,热处理硬度为50~55HRC。
雕刻机(刻模铣床)的主要技术规格见表8-3。
表8-3 雕刻机的主要技术规格


图8-5 球头铣刀
4.数控铣
数控铣是在数控铣床上加工工件。数控铣床是一种数控机床,是在一般铣床基础上加入数控系统,通过数控编程控制加工过程,从而最终完成工件的加工。数控铣的关键是数控加工程序的编制。
数控铣床用来加工三维曲面的球头铣刀如图8-5所示。球头的硬质合金刀片可采用焊接或做成机夹形式,但要求球头刀刃形状正确,以便在进行数控加工时,得到准确的三维曲面形状。小规格的球头铣刀,多制成整体硬质合金结构。直径16mm以上的,通过焊接或机夹制成可转位刀片结构,如图8-6所示。这种球头刀具同样适用于普通铣床加工三维曲面,特别是在模具加工中,得到较广泛的应用。
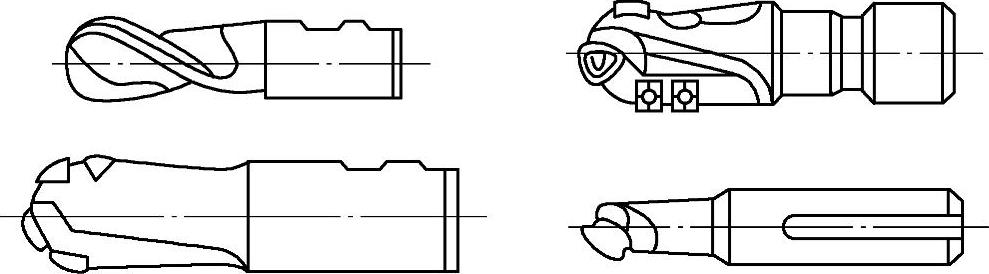
图8-6 硬质合金球头铣刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





