浇注系统的设计,是整个压铸工艺设计的关键。一般认为,充填时间和金属液流经内浇口的速度是浇注系统的决定性工艺参数。但是,这两个参数在实际生产中难以直接测量和控制。压射比压和压射速度却是可以控制的工艺参数。压铸机的流量主要由压铸机的液压系统决定。液压系统的压力克服浇注系统的阻力到达型腔,这里,阻力最主要由内浇口造成。p-Q2图是运用流体力学的原理,通过测定压铸机压射冲头的压射能量、能量损失、压铸模浇注系统的阻力系数而绘制的。p-Q2图将压铸机和压铸模、压铸工艺有机地联系在一起,可用于压铸机的选择、调试,优化压铸机和压铸模的匹配,验证压铸机浇注系统的能量是否满足压铸工艺的要求。
根据两种极限情况:①压射终了,冲头速度为零时,冲头施加在金属液上的未加增压的压力为最大金属液静压力;②速度阀全开,空压射,压力等于零时的最大金属液量。绘制图7-2斜线L1,为压铸机的特性曲线。
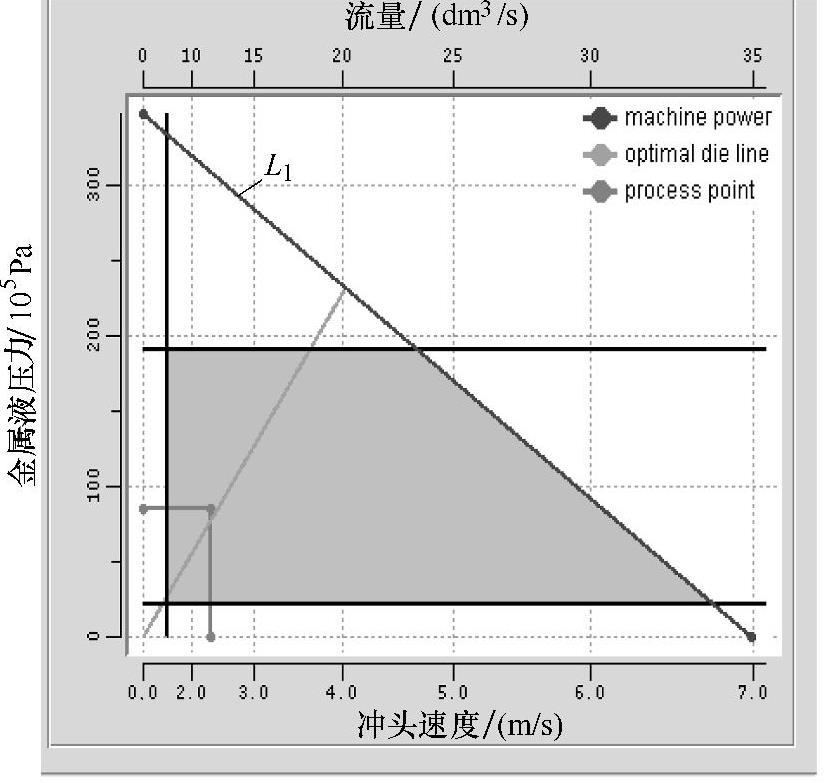
图7-2 p-Q2图
不同合金材料,由于其密度、运动粘度等特性不同,适合的内浇口速度也不同,表7-2为常用压铸合金的内浇口速度范围。
表7-2 常用合金材料适合的内浇口速度范围

金属液压力(依照伯努利定理):
 (https://www.daowen.com)
(https://www.daowen.com)
式中 pw——金属液压力(Pa);
ρ——合金密度(kg/m3);
vr——内浇口处速度(m/s);
cd——阻力系数。
表7-2的内浇口速度通过式(7-5)转化成压力,反映在p-Q2图上,即图7-2中阴影区域中上、下两条水平线(由最大及最小内浇口速度转变而来的压力值绘制)。
在充型过程中,金属液温度下降很快,低于液相线后,将开始结晶。达到一定固相分数后,金属液将失去流动性。为了能够顺利充满型腔,型腔的最大充填时间取决于在充型结束前允许金属液凝固的比例,即式(7-4)中的S。经过内浇口的金属体积除以型腔的最大充填时间即为最小流量(图7-2阴影区域左边的垂直线)。假如所选的压铸机提供的流量不足,用户就应选择更大的压铸机,或者在压铸机能力范围内修改充填条件,如修改冲头直径、内浇口截面积等。
图7-2中的阴影区域由压铸机的特性曲线、最大及最小内浇口速度和最大充填时间组成,表示允许的工艺范围,实际工艺点必须落在该区域里,才能生产出合格的铸件。软件自动在p-Q2图上标出工艺点,这样,用户就可以任意测试工艺参数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




