(1)溢流槽的作用 溢流槽的主要作用如下:
1)溢流槽布置在模具温度低的部位时可调节模具型腔的温度场分布。
2)布置在动模上的溢流槽,可增大压铸件对动模镶块的包紧力,便于压铸件在开模时留在动模上。
3)作为压铸件存放、运输及加工时支承、吊挂、装夹或定位的附加部分。
(2)溢流槽的设计要点
1)正确布置溢流槽在模具中的位置(表5-25):
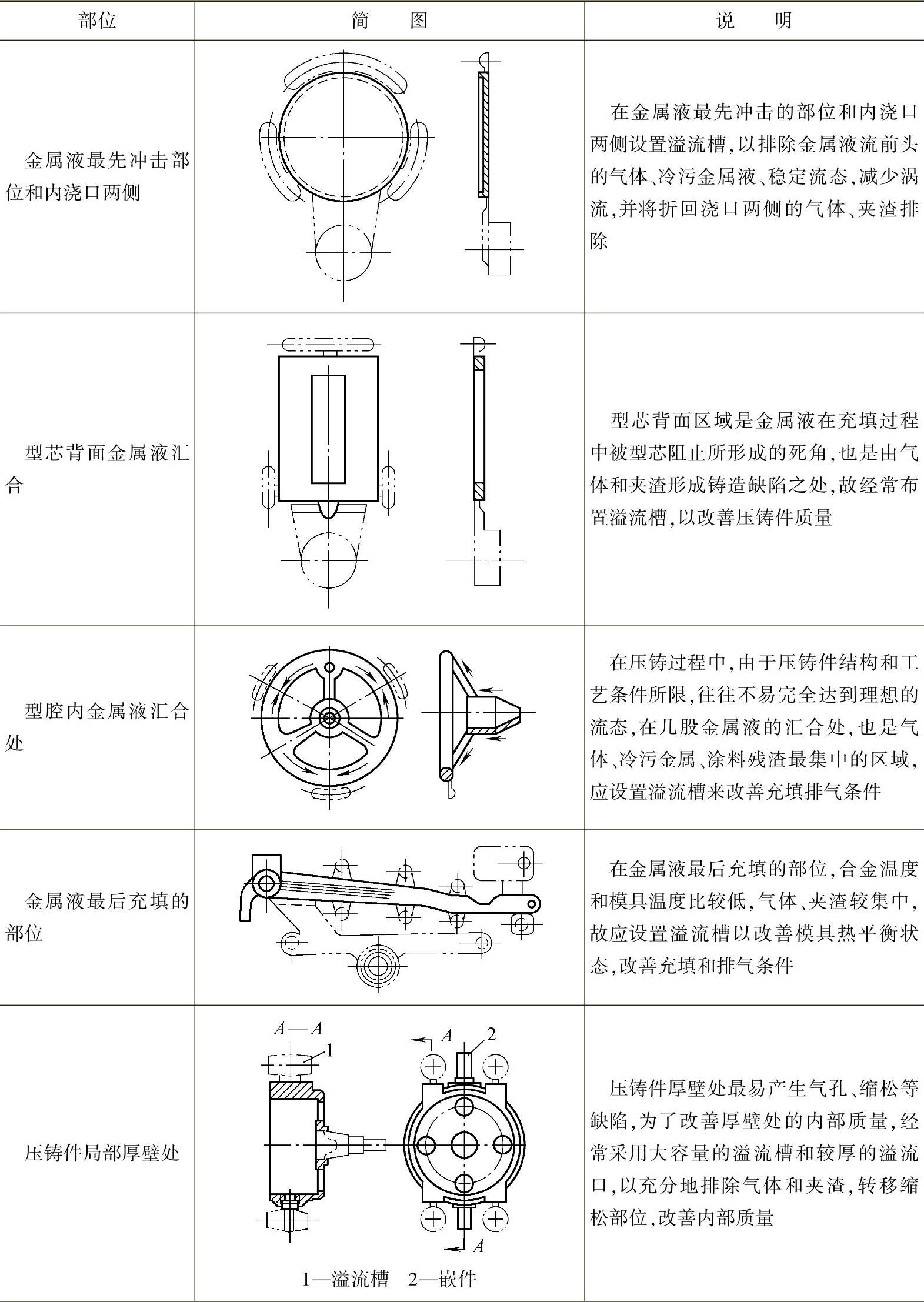
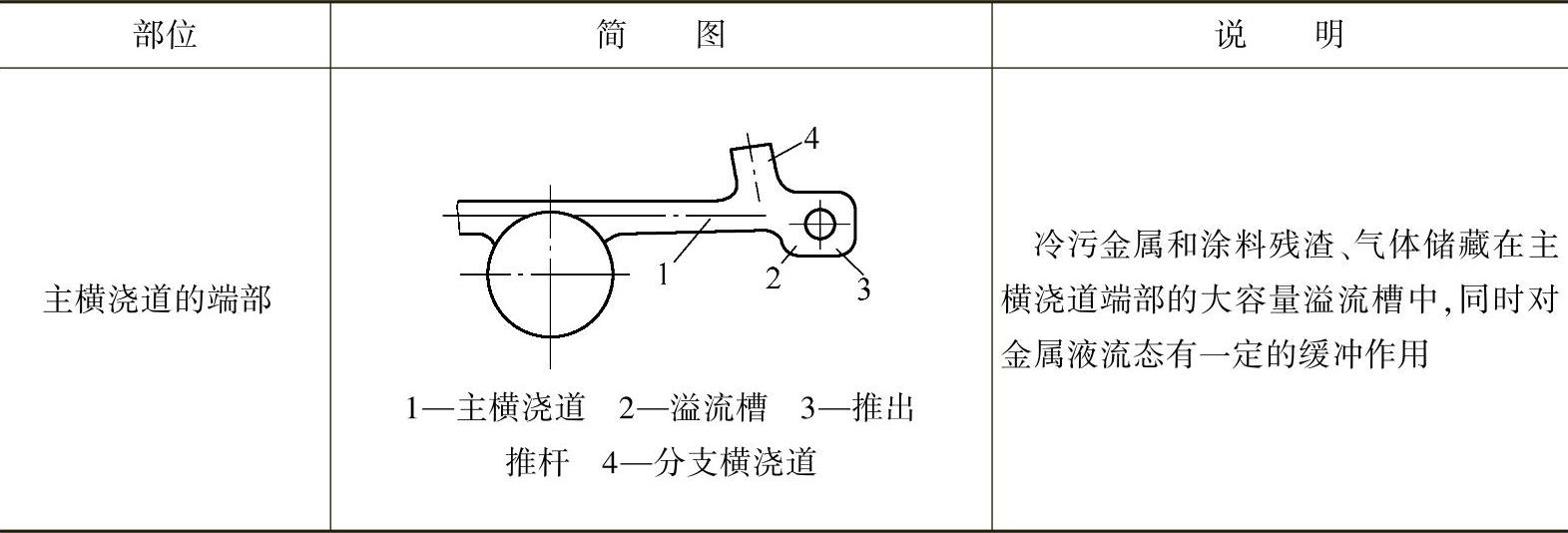
表5-25 溢流槽的布置示例
(续)
①是金属液在横浇道内或进入型腔后最先冲击的部位。
②是受金属液冲击的型芯后面或多股金属液相汇合处容易产生涡流裹气或氧化夹杂的部位。
③是金属液最后充填的部位。
④是型腔温度较低的部位。
⑤内浇口两侧或其他金属液不能直接充填的死角部位。
⑥其他需控制局部金属液流动状态以消除疵病的部位。
2)溢流槽的溢流口总截面积应小于内浇口的总截面积。(https://www.daowen.com)
3)采用多个单独的溢流槽要比一个同等容积的溢流槽,更易控制从压铸件周围任何部分外流的金属液。
4)根据溢流槽的作用确定其容积。
(3)溢流槽的容积和尺寸
1)溢流槽的容积,见表5-26。
①作为储存冷污金属的储存器,容量大的溢流槽比容量小的效果好。但容量过大增加了回炉料量,使压铸件成本提高。一般按该处要放单个溢流槽的尺寸设计。
②以改善模具型腔温度场为目的而设计的溢流槽,其容量要通过计算来确定。
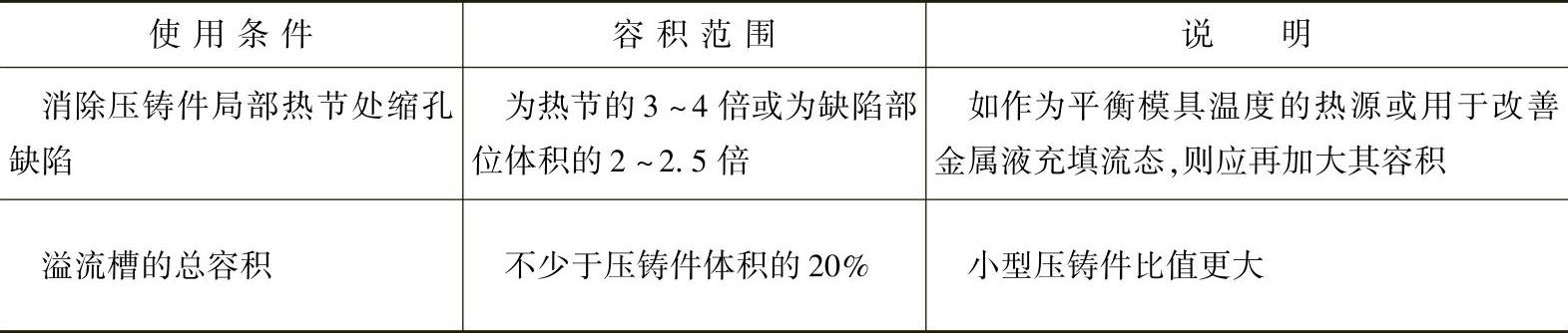
③作为消除局部热节处缩松、缩孔等缺陷而设计的溢流槽,其容积应为热节部位体积的3~4倍或为缺陷部位体积的2~2.5倍。
表5-26 溢流槽的容积
2)溢流槽的尺寸,见表5-27。
表5-27 单个溢流槽的尺寸 (单位:mm)
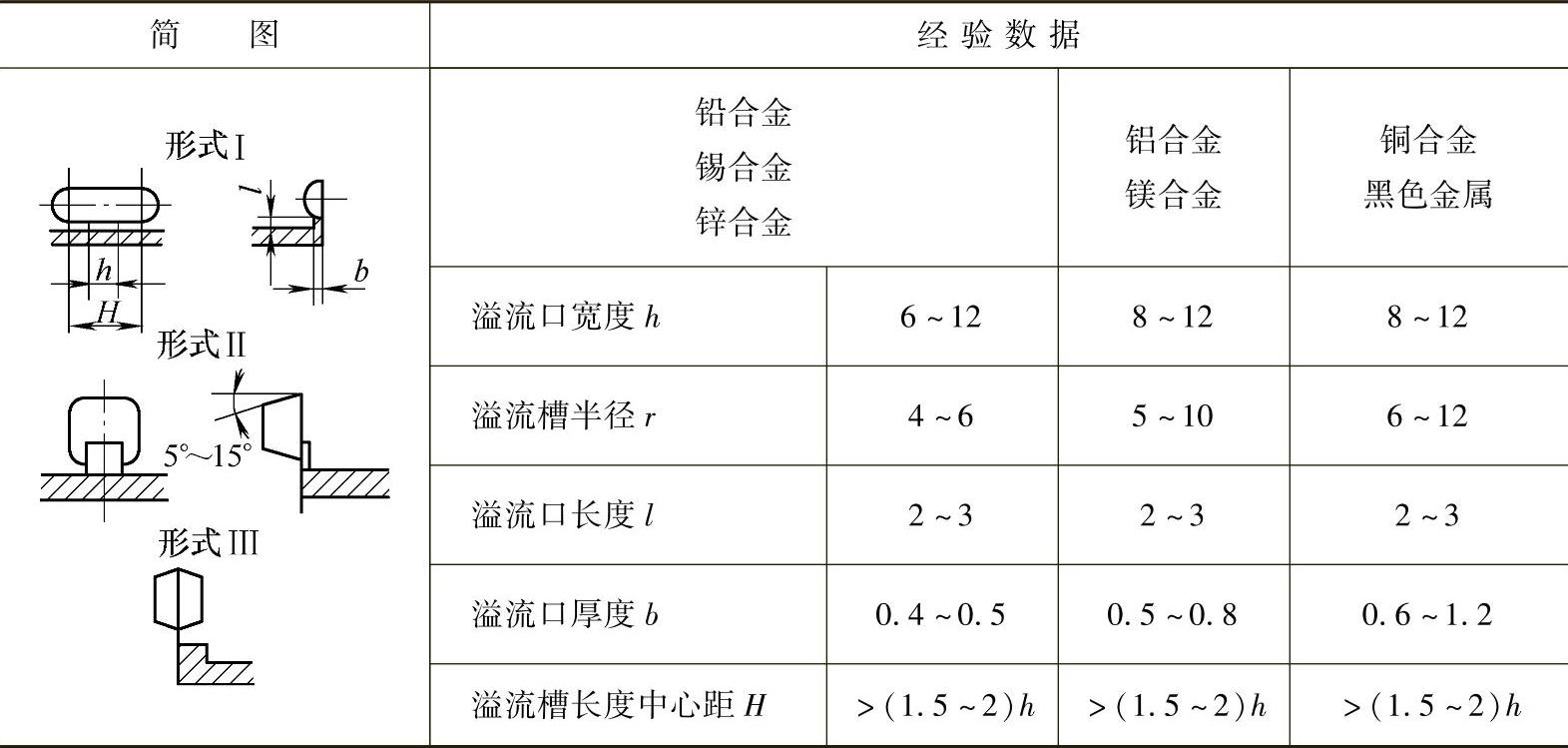
注:1.一般情况下采用形式Ⅰ。形式Ⅱ及Ⅲ容积较大,常用于改善模具热平衡或其他需要采用大容积溢流槽的部位。
2.溢流口总截面积,一般为内浇口截面积的50%~70%。如果溢流口过大,则与型腔同时充满,不能充分发挥溢流、排气作用,故溢流口厚度和截面积应小于内浇口的厚度和截面积。
3.溢流口的截面积一般为排气槽截面积50%,以保证溢流槽有效地排出气体。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





