
在压铸生产过程的每一次循环中,推出元件推出压铸件后,都必须准确地回到起始位置,这就是推出机构的复位。这个动作通常是借助复位杆来实现的,并用挡钉作最后定位(图5-138)。推出机构的复位形式有模外和模内复位两种,其复位是在合模过程中,定模分型面推动复位杆使推出机构复位。
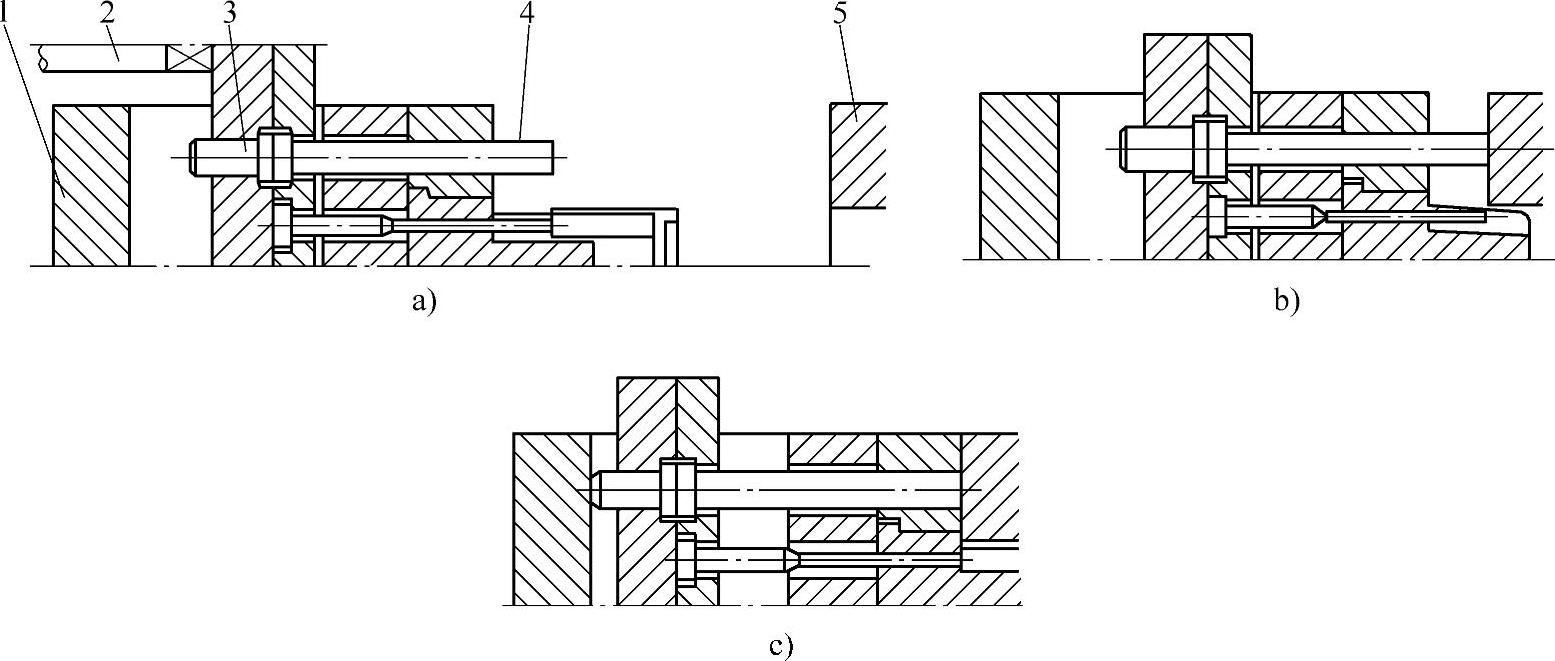
图5-138 复位动作过程
a)开模状态 b)合模状态 c)最后限位状态
1—动模座板 2—压铸机推杆 3—挡钉 4—复位杆 5—定模
(1)复位机构的设计要点
1)复位元件及限位元件的位置通常在型腔、抽芯机构、推出机构设计确定后,选择合理空间位置设置4根或2根复位杆和4个限位钉,应对称布置,使推板受力均衡。
2)限位元件尽可能布置在压铸件投影面积范围内,以改善推板受力状况。
3)采用推杆或推管推出机构时,应设复位杆。设计中也可用复位杆作为推杆推出压铸件。
4)在卸料板推出机构和斜滑块推出机构中,卸料板和斜滑块本身具有使推出机构复位的功能,可不另设复位机构。
5)常用推板的限位形式如图5-139和图5-140所示。图5-139中,在推板导柱的端部用内六角螺钉固定限位环,中间设有弹簧垫圈。该结构加工方便,但限位不够精确,适用于通用模座的小型模具。图5-140中限位钉布置在复位杆后面,复位精度高,刚性好,适用于大中型模具。
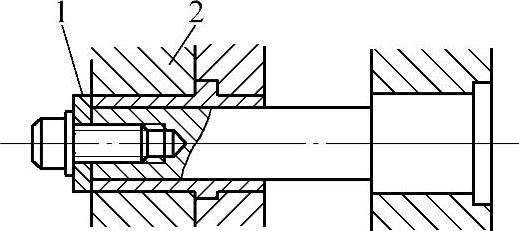
图5-139 小型模具推板的限位形式
1—限位环 2—推板
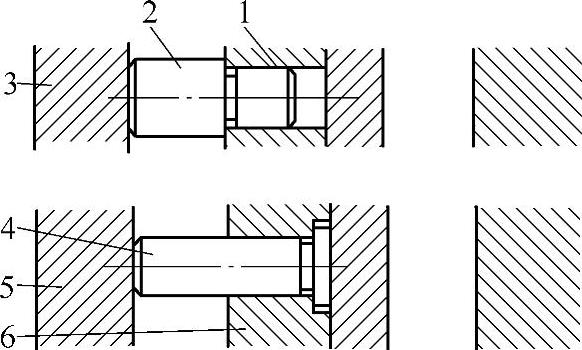
图5-140 大中型模具推板的限位形式
1、6—推板 2、4—限位钉 3、5—动模底板(www.daowen.com)
(2)预复位机构设计 预复位机构是合模前或合模过程中,在动、定模闭合前,将推出元件准确地送回到原来的起始位置的一种装置。
预复位通常在下列两种情况下采用:推出元件推出压铸件后所处的位置影响到嵌件的安放;推出元件与活动型芯的运动路线相交,插芯动作受到干扰,如图5-121和图5-122所示。
从图5-121和图5-122中可以看出,当推出元件设计在活动型芯的投影面积以内时,就有可能发生推出元件与活动型芯的相互干扰,必须采用带有预复位结构的推出机构。
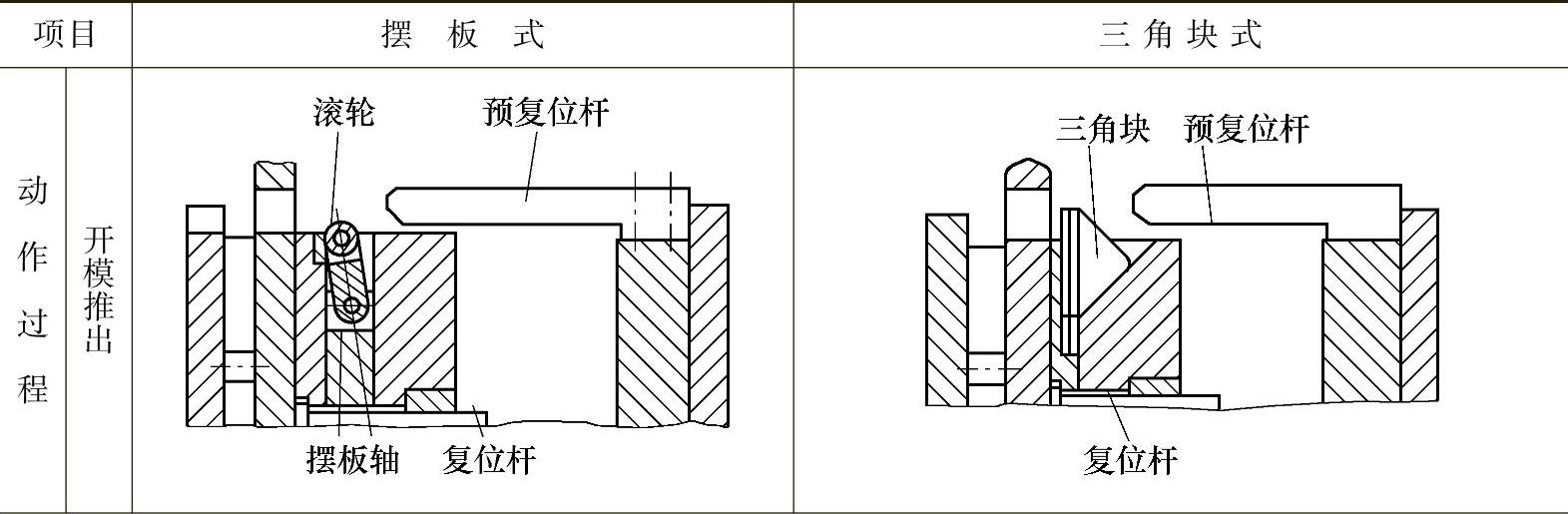
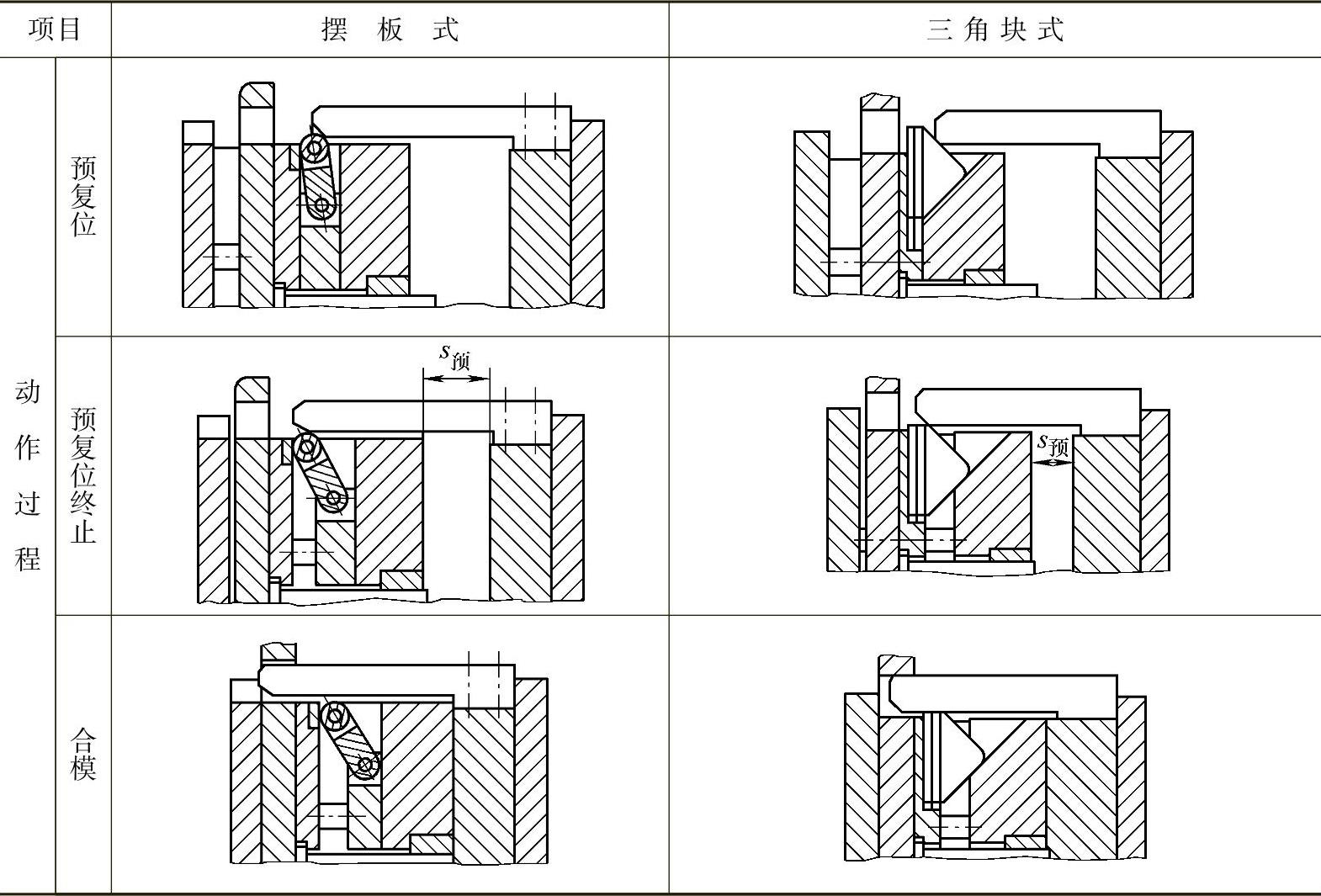
1)机动推出的预复位机构。机动推出在复位时,推杆与斜销抽芯机构的活动型芯产生干扰,通常采用摆板式与三角块式的预复位机构(表5-22)。
表5-22 摆板式与三角块式预复位机构
(续)
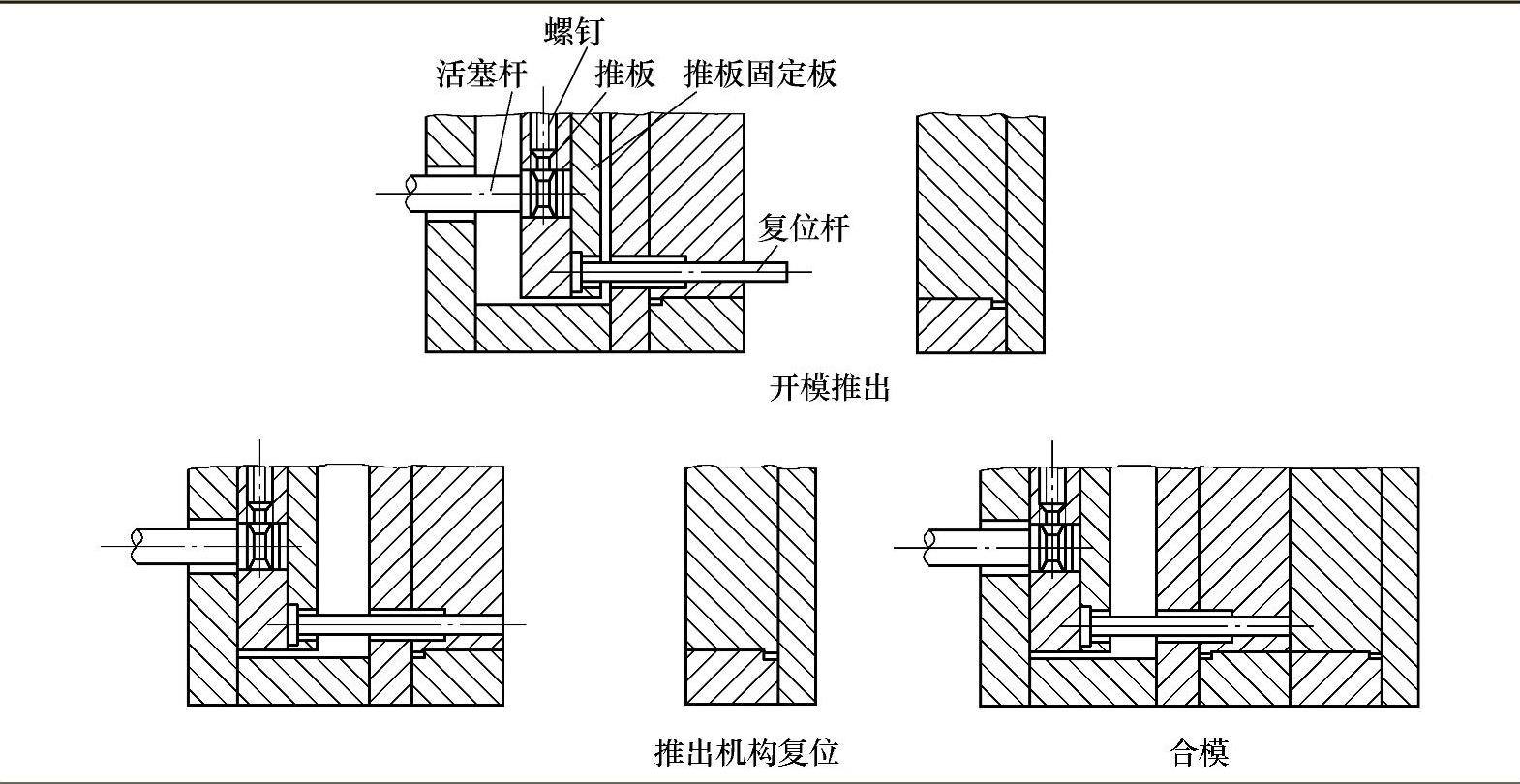
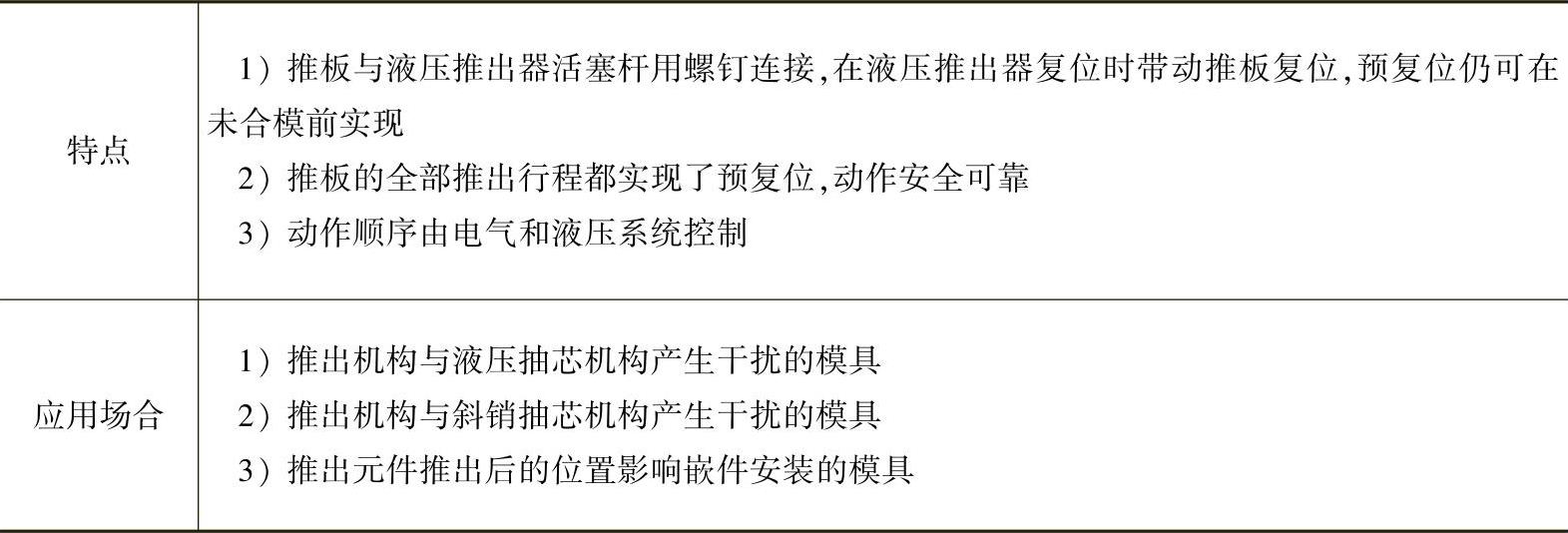
2)液压推出器推出元件的预复位机构。液压推出器推出元件的预复位机构见表5-23。在装有液压推出器的压铸机上或装有液压推出器的模座上,模具推出机构预复位可以由液压推出器来实现。
表5-23 液压推出器推出的预复位机构
(续)
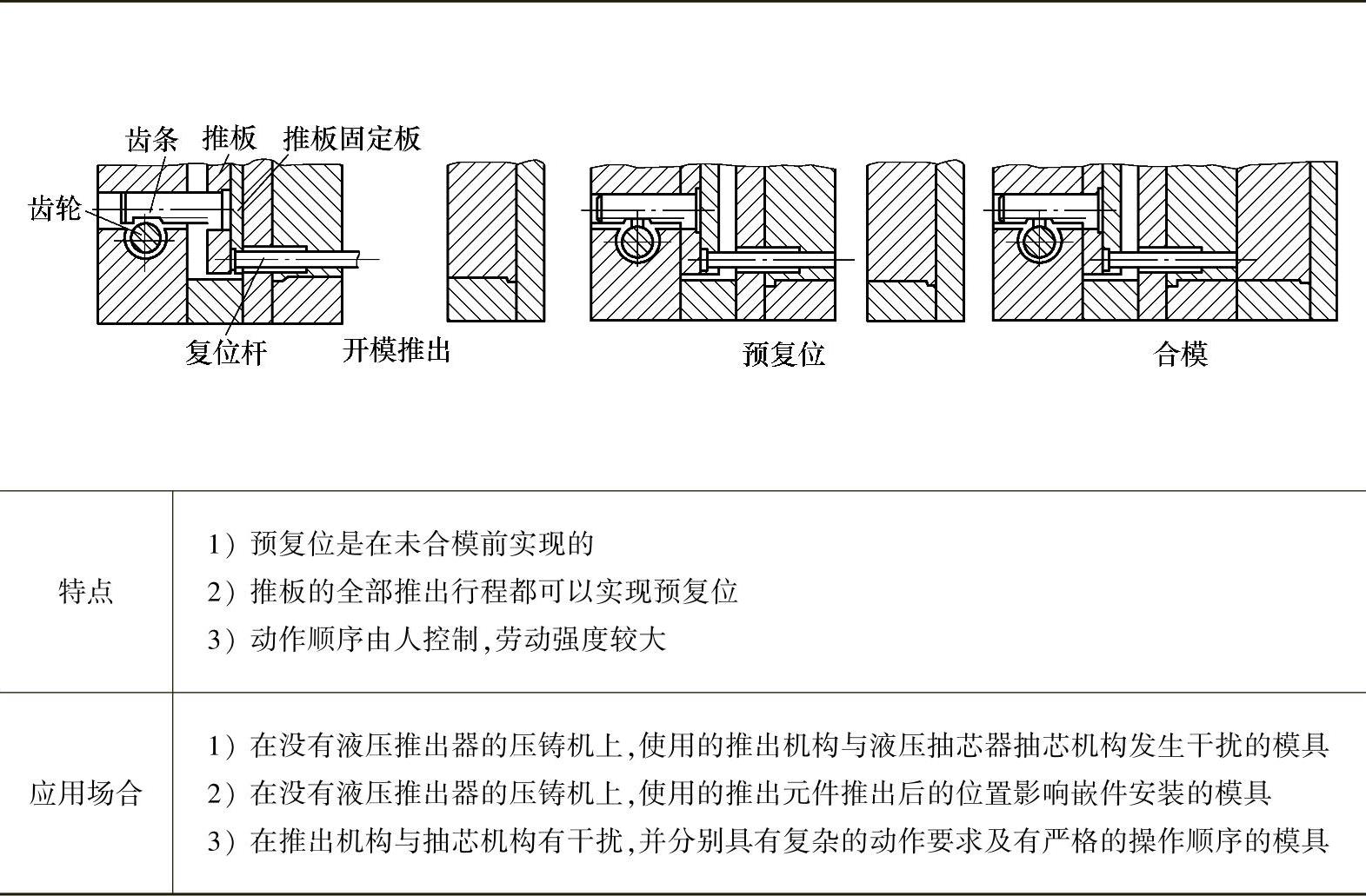
3)手动推出机构的预复位机构。使用齿轮齿条传动的手动推出机构时,改变操作程序就可以实现推出机构的预复位(表5-24)。
表5-24 手动推出的预复位机构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





