(1)齿轮齿条抽芯机构的组成 齿轮齿条抽芯机构主要由齿轮齿条传动机构和滑块限位、楔紧机构组成,如图5-106所示。
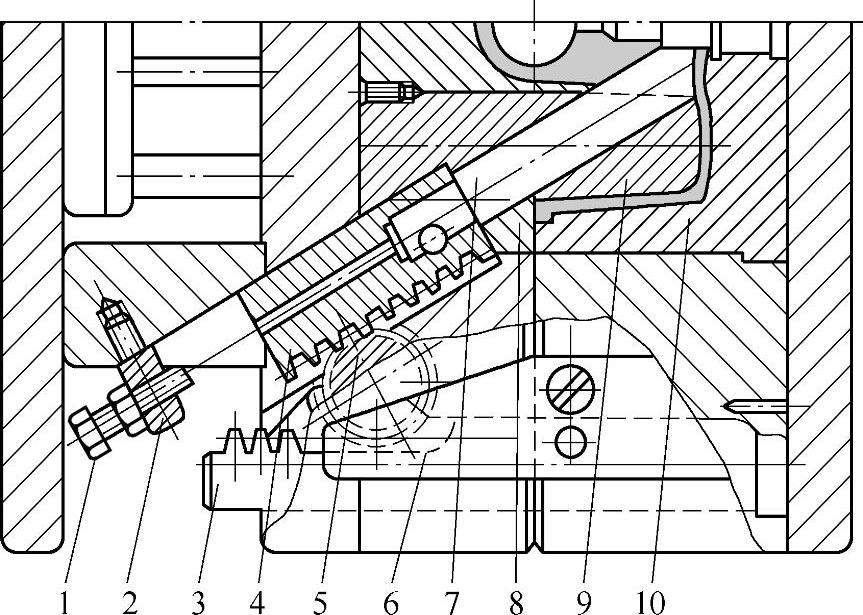
图5-106 齿轮齿条抽芯机构
1—限位螺钉 2—螺钉固定块 3—传动齿条 4—齿条滑块 5—齿轮 6—楔紧块 7—活动型芯 8—动模 9—动模型芯 10—定模
图5-106所示为合模状态,压射时,齿条滑块4由楔紧块6与齿轮5的斜端面楔紧。
(2)借助开模动作抽芯的齿轮齿条抽芯机构设计
1)抽芯过程。开模时,楔紧块后退松开齿条滑块,由于传动齿条3(图5-106)上有一段延时抽芯距离,在此距离内传动齿条与齿轮尚未啮合,待楔紧块完全脱离时,压铸件已脱离定模随动模运动,传动齿条与齿轮啮合,齿轮、齿条滑块在传动齿条的驱动下运动,抽出型芯,整个抽芯动作在推出机构开始动作前完成。这种机构的特点是传动齿条布置在定模内,开模后传动齿条驱动齿轮作旋转运动,齿轮又带动与其啮合的齿条滑块作直线运动抽出型芯。
2)设计要点
①为了使传动平稳可靠,又能传递较大的力,传动齿条的齿形常采用渐开线短齿。基本参数为:模数m=3,齿轮齿数z=12,压力角α=20°。齿轮、齿条的其他尺寸设计计算均以上述参数为依据。
②齿轮、齿条的模数及啮合宽度是决定机构承受抽芯力的主要参数,当模数m=3时,可承受的抽芯力按下式估算:
F=350B (5-29)
式中 F——抽芯力(N);
B——啮合宽度(mm)。
③齿轮应有精确的定位装置,以便开模结束,传动齿条与齿轮完全脱开后,齿轮处于确定位置。在合模时,传动齿条与齿轮能很好地啮合。合模结束后,因传动齿条上有一段延时抽芯行程,传动齿条与齿轮完全脱开。故为了保证开模抽芯时,传动齿条与齿轮准确的啮合,也要求设置齿轮定位装置。(https://www.daowen.com)
(3)利用推出机构推动齿轮齿条的抽芯机构 利用推出机构推动齿轮齿条的抽芯机构见图5-107。
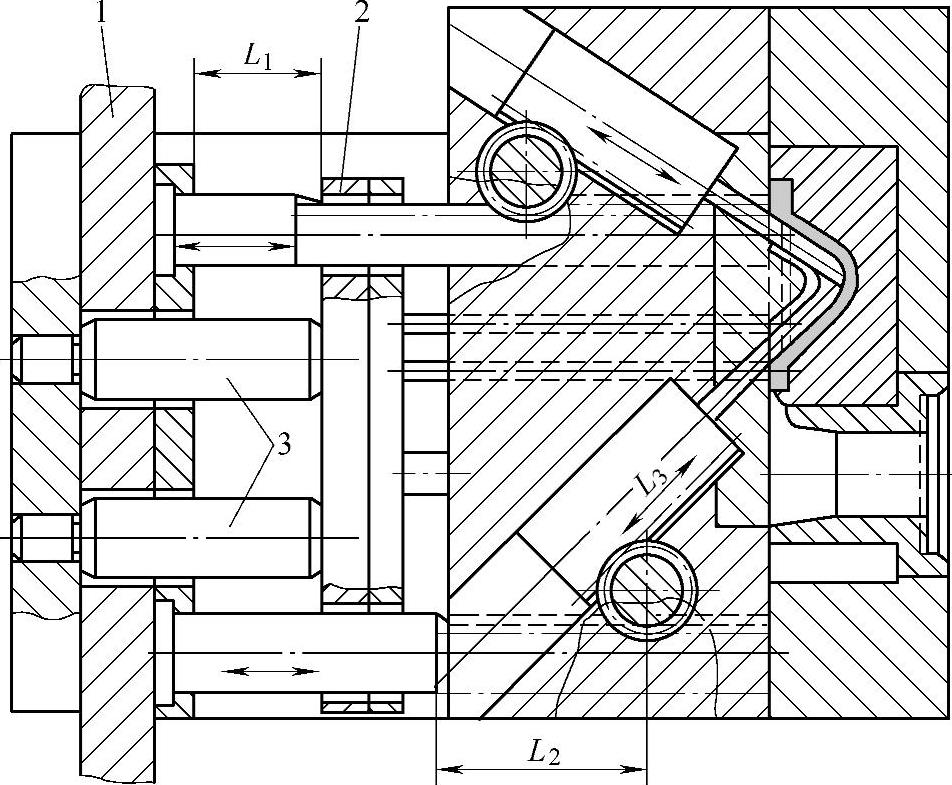
图5-107 利用推出机构推动齿轮齿条的抽芯机构
1—齿条推板 2—推板 3—支柱
1)抽芯过程。图5-107所示的模具处于合模状态。不同型号的压铸机带有不同的推出机构,一种是机械推出机构,一种是液压推出机构,所以抽芯动作也分为两种。
①采用机械式推出机构的压铸机,开模时,动模开到一定距离,传动齿条推板1与压铸机上的推杆接触,阻止了齿条推板继续运动,而动模则还继续运动,利用动模与齿条推板之间的相对运动,齿条推板推动齿条,迫使齿轮旋转,带动型芯齿条运动抽出型芯。待齿条推板与推板2接触时,推板上的推出元件将压铸件推出型腔。
合模时,因伸出动模分型面的传动齿条较复位杆长,先与定模分型面接触,推动齿条推板1后退,传动齿条带动齿轮旋转,拨动型芯齿条插芯,传动齿条退到与复位杆平齐时,复位杆与传动齿条推动推板1、2同时后退。模具闭合后,推板与支柱3接触,完成插芯动作。
②采用液压推出器的压铸机,开模结束后,液压推出器推动齿条推板1进行抽芯,并继续推动推板2推出压铸件。合模前推出器退回,使抽芯机构复位。
2)设计要点
①参照图5-107确定抽芯行程。允许推出压铸件时的抽芯行程L1要大于推出压铸件所需的行程。
②计算并确定传动齿条工作段长度L2。
③计算并确定齿条滑块工作段长度L3。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





