(1)弯销抽芯机构的组成及抽芯过程 弯销抽芯机构的组成如图5-92所示。
弯销的抽芯动作过程如图5-93所示,图5-93a为抽芯前的合模状态。图5-93b为抽芯前的开模过程。靠压铸机的开模力,卸除了压铸件对定模型芯的包紧力,楔紧块脱离了滑块,弯销开始进入抽芯状态。图5-93c中动、定模完全分开,抽芯过程结束,滑块由限位钉定位,以便再次合模。
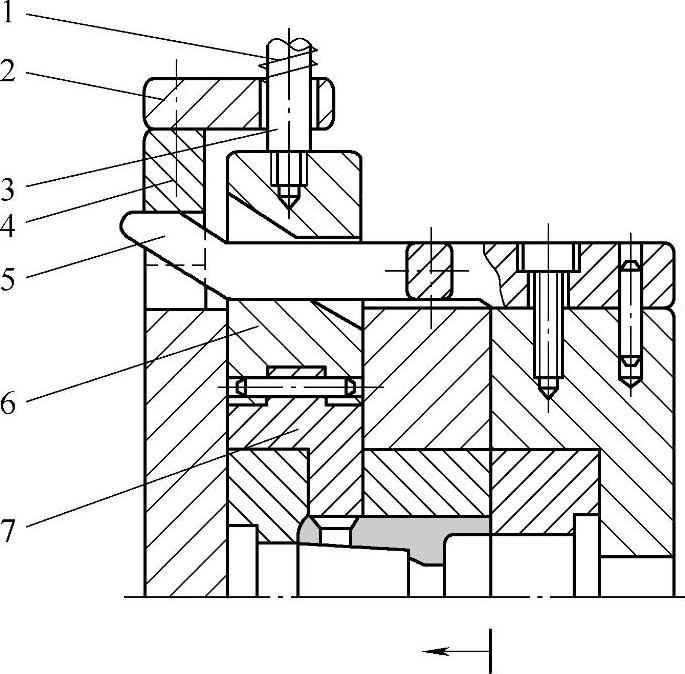
图5-92 弯销抽芯机构的组成
1—弹簧 2—限位块 3—柱头螺钉 4—楔紧块 5—弯销 6—滑块 7—型芯
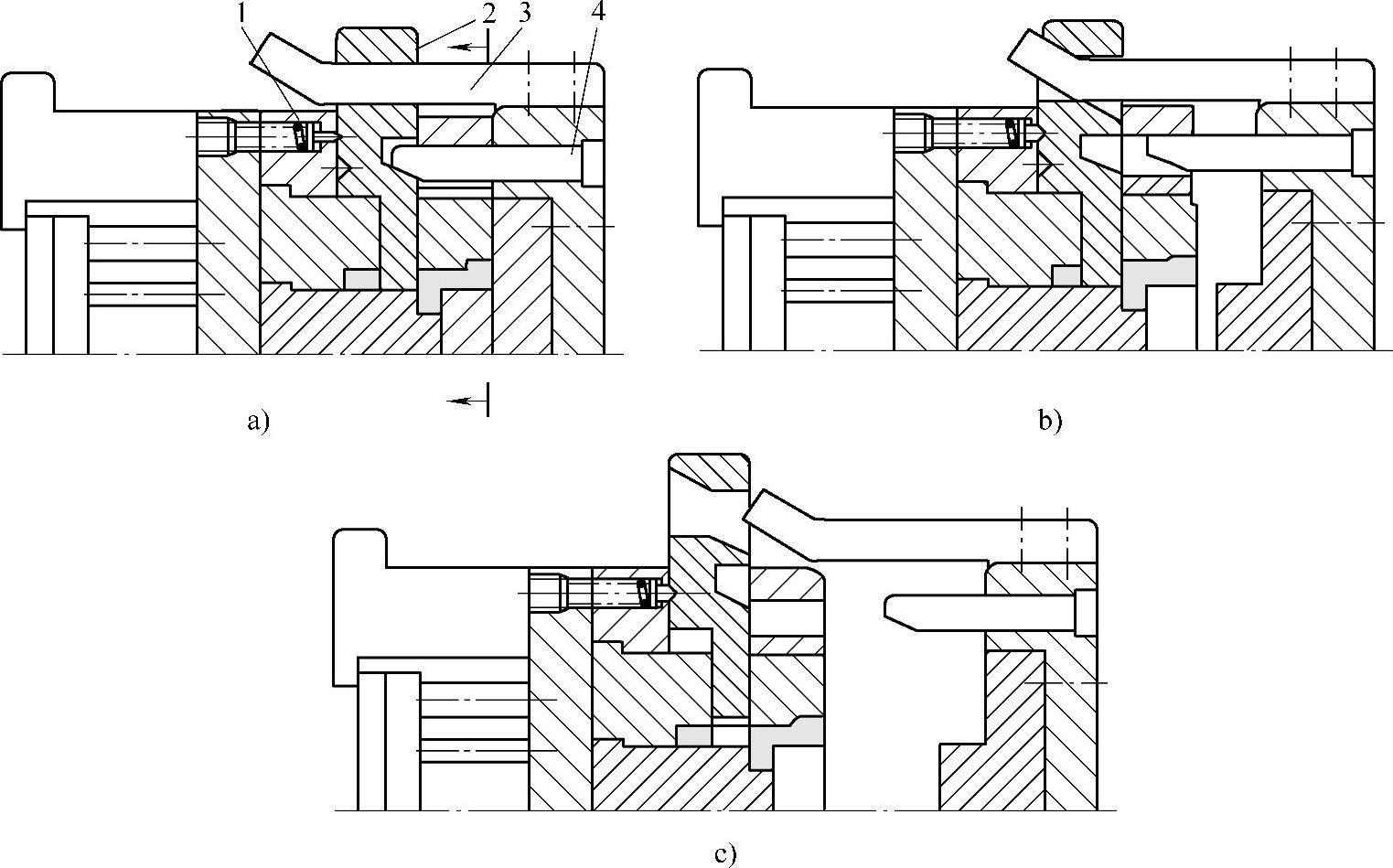
图5-93 弯销的抽芯动作过程
1—限位钉 2—型芯滑块 3—弯销 4—楔紧块
(2)弯销抽芯机构的设计要点
1)弯销的结构形式。通常根据抽芯力的大小、抽芯距离的长短、是否需要延时抽芯等因素决定。
2)弯销的固定形式。分三种:一种固定于定模套板外侧,模套强度高,结构紧凑,但滑块较长。另一种固定于定模套板内,为保持模套的强度应适当加大模套外形尺寸。还有一种固定于动模支承板或推板上,用于抽芯力较小、抽芯距离较短的定模抽芯。
3)弯销的楔紧。当压射过程中滑块所受反压力不大时,可以直接用弯销的头部或根部楔紧。当滑块所受反压力较大时,另外设置楔紧块。
4)弯销尺寸的确定。弯销与滑块孔的配合情况见图5-94。
①弯销斜角的确定:弯销抽芯时,弯销在滑块中滑动的行程一定,弯斜的斜角α越大,抽芯距离s抽也越大,弯销所承受的弯曲力也越大。当抽芯距离短、抽芯力大时,斜角α取小值,反之则取大值。
常用斜角α的度数为10°、15°、18°、20°、22°、25°、30°。
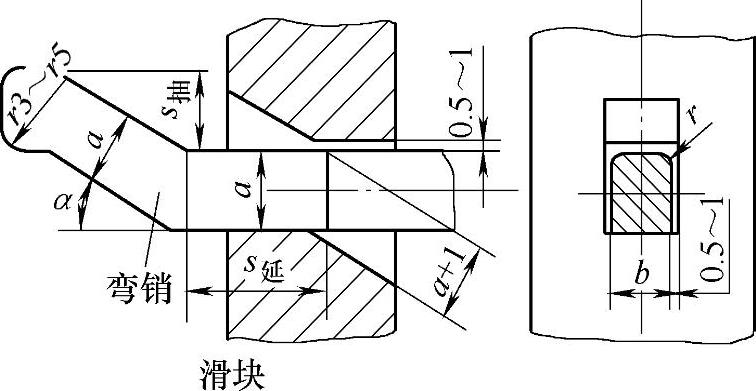
图5-94 弯销与滑块孔的配合情况(https://www.daowen.com)
②弯销抽芯行程的确定:延时抽芯行程可用经验公式(5-23)进行计算,它适用于定模型芯包紧力较大的情况。开模一定距离后,先卸除定模型芯包紧力,再抽出动模型芯。

式中 s延——延时抽芯行程(mm);
h——定模型芯成型高度(mm)。
楔紧角小于斜角时,开模后应待楔紧块与滑块彻底分离后,才带动滑块抽芯,即
s延≥s (5-24)
式中 s——楔紧块伸入滑块的长度(mm)。
③弯销截面尺寸的确定:弯销截面尺寸见图5-94。弯销厚度a由表5-15可查得。
为保持弯销工作的稳定性,弯销宽度b可按下式计算:

式中 b——弯销宽度(mm);
a——弯销厚度(mm)。
也有按斜销计算公式进行计算,根据算出的斜销直径再进行修正。
表5-15 弯销厚度a
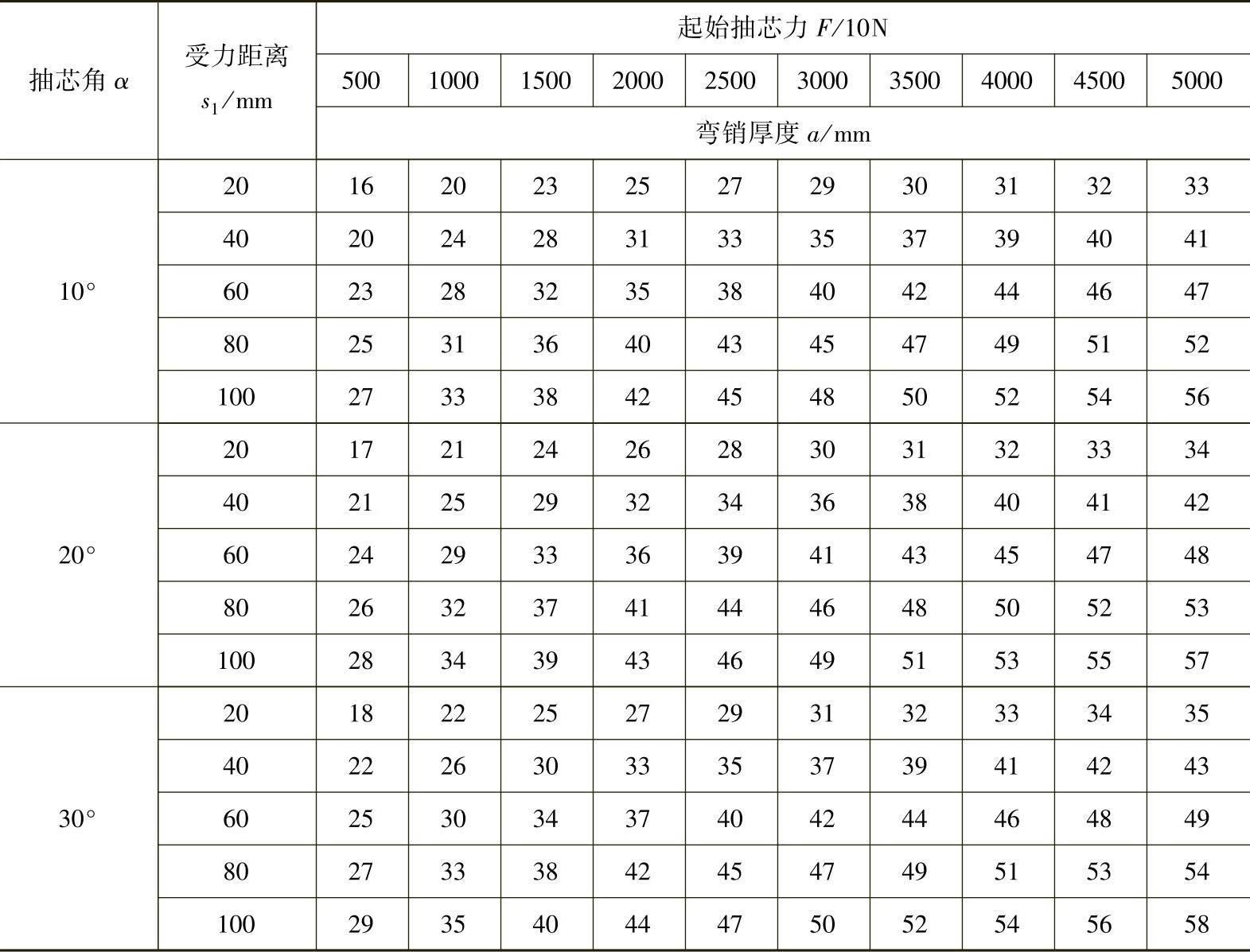
注:受力距离s1为弯销抽芯力作用点至弯销固定端部中点的距离。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




