(1)斜销抽芯机构的组成及抽芯过程 由图5-79可知,斜销抽芯机构主要是由构成压铸件侧孔的成型元件活动型芯10、带动型芯在动模套板导滑槽内作抽芯运动的运动元件滑块4、安装在定模套板内与分型面成一定倾角的传动元件斜销3、防止压铸时运动元件产生位移的锁紧元件楔紧块2和使运动元件准确定位的限位元件限位块8等组成。
斜销抽芯机构的抽芯过程(见图5-80):
1)开模:定模、动模分开,滑块随动模作水平运动,与此同时滑块被强制地沿斜销作向上运动,将型芯从压铸件的侧孔内抽出来。随着开模过程的进行,动、定模之间的距离越来越大。当滑块脱出斜销之时,亦即完成了抽芯动作。随后是推出机构推出压铸件及清理模具、喷刷涂料等合模前的准备工作。
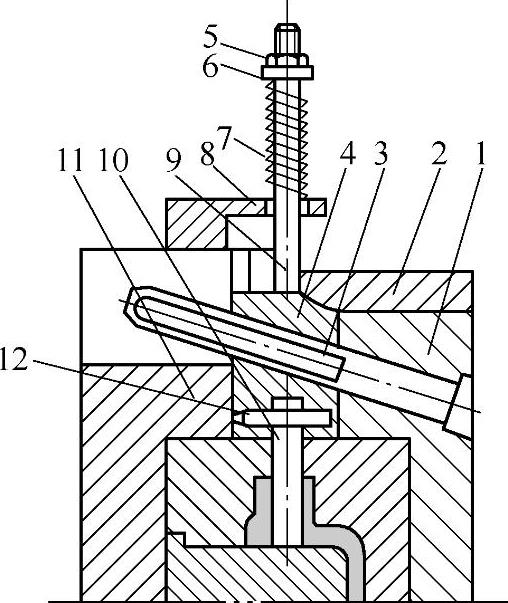
图5-79 斜销抽芯机构的组成
1—定模套板 2—楔紧块 3—斜销 4—滑块 5—螺母 6—垫圈 7—压缩弹簧 8—限位块 9—螺栓 10—活动型芯 11—动模套板 12—销钉
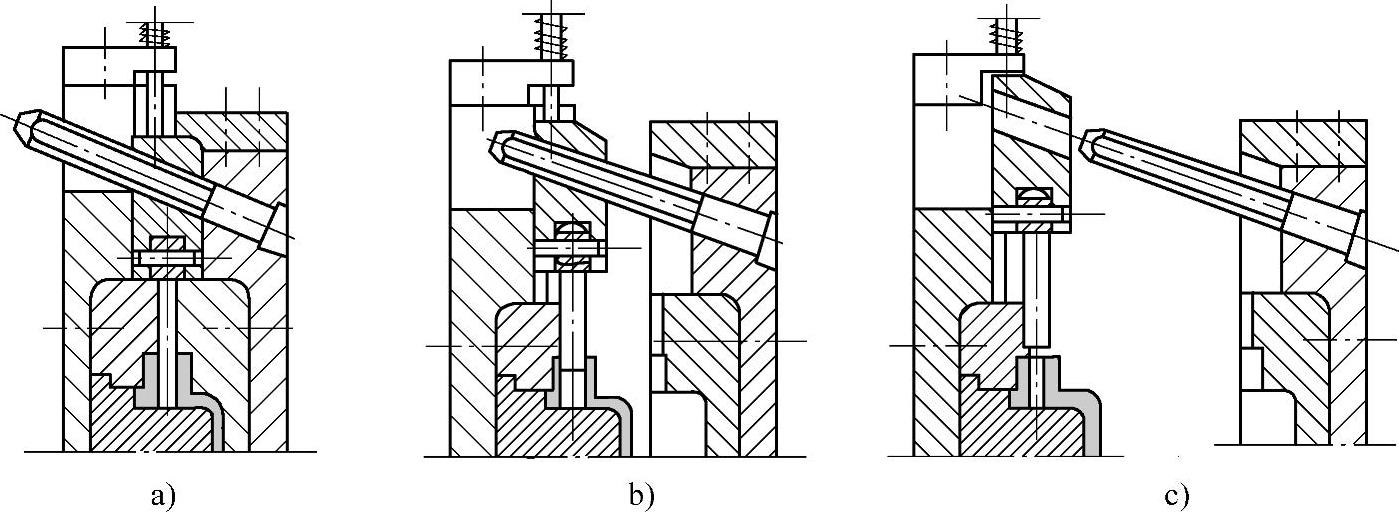
图5-80 斜销抽芯动作过程
a)合模状态 b)开模抽芯 c)抽芯结束
2)合模:开模结束时由于限位块的作用,使滑块停留在与斜销脱离时的位置上,因此在合模过程中,斜销就会很顺利地插入滑块的导滑孔中,强制滑块在合模过程中向下运动,当动、定模合拢时,滑块也就恢复到开模抽芯之前的位置。
(2)斜销抽芯机构的设计要点
1)斜销的基本形式及作用。斜销的基本形式见图5-81;斜销各部分的作用见表5-13。
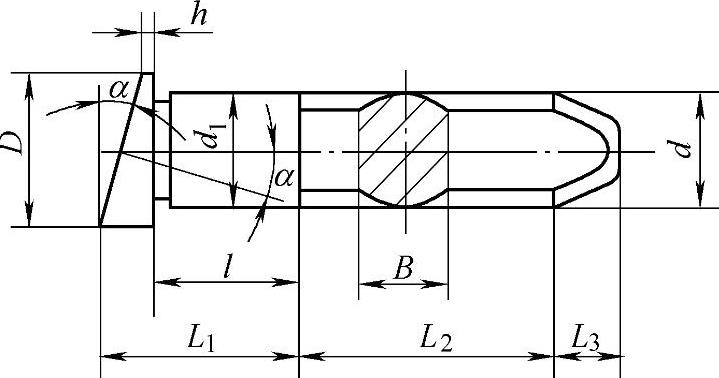
图5-81 斜销的基本形式
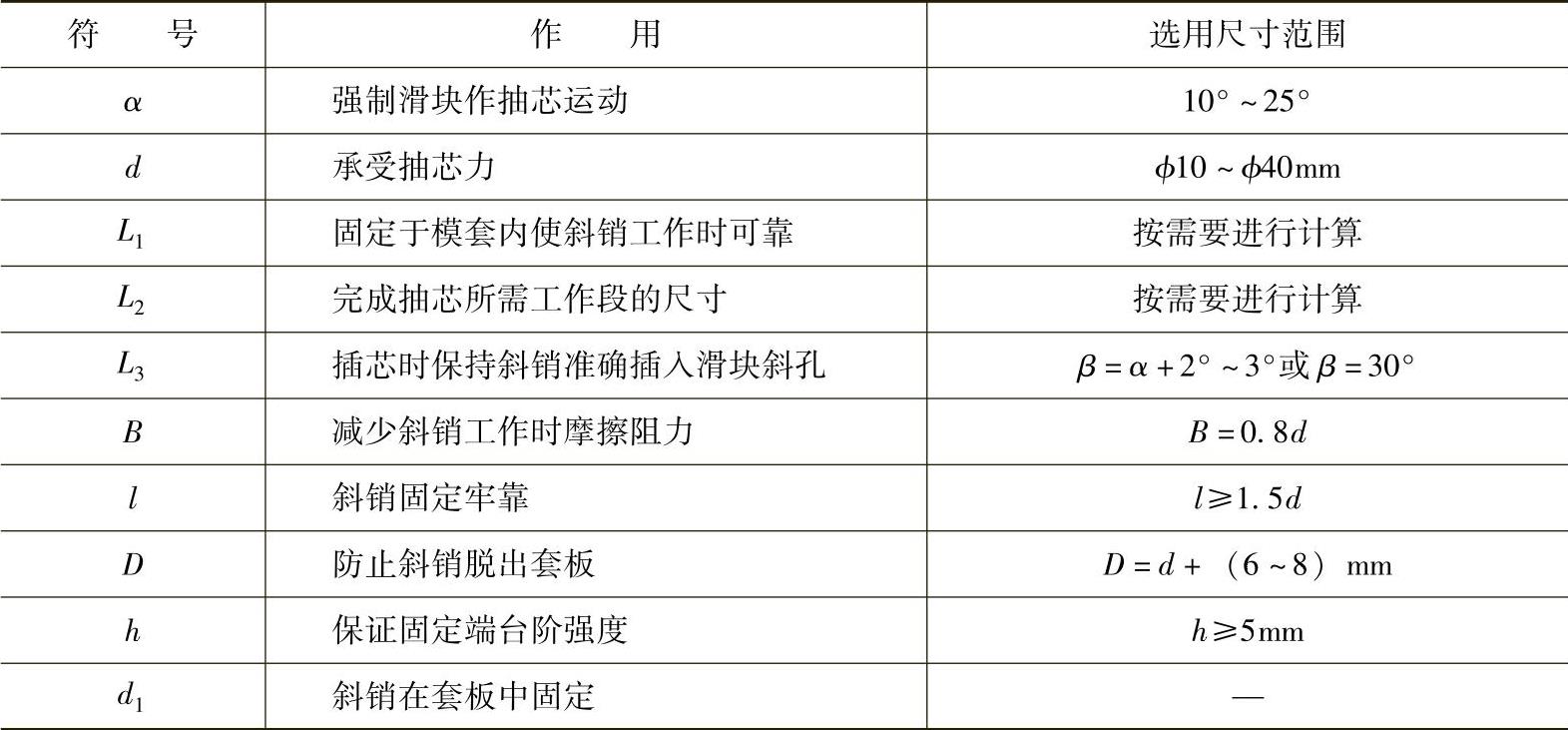
表5-13 斜销各部分的作用
2)滑块的导滑结构形式:
①“T”形滑块结构(图5-82):该结构稳定可靠,是最常用的结构形式。
②方导套圆滑块结构(图5-83):用于抽出分型面上的活动型芯。圆滑块在方导套内滑动,方导套固定于动模套板上,压射时金属液不易窜入导滑槽内,保持合模后滑块的正确位置。
③圆形滑块结构(图5-84):适用于距分型面垂直距离较远的小孔的抽芯。结构紧凑,动模套板强度较好。
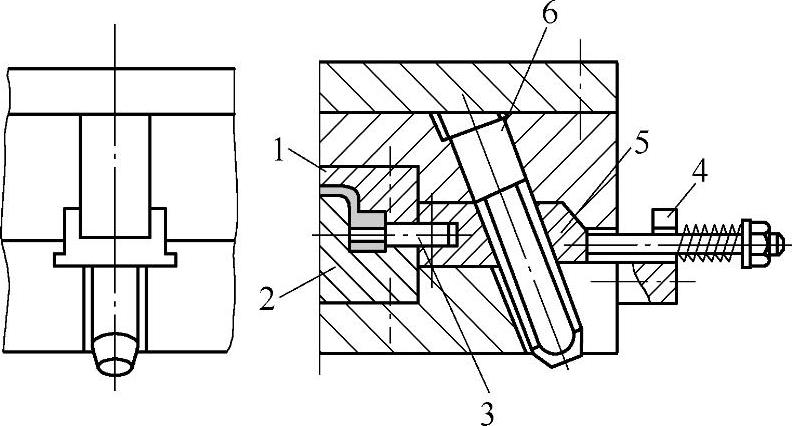
图5-82 “T”形滑块结构
1—定模 2—动模 3—活动型芯 4—限位块 5—“T”形滑块 6—斜销
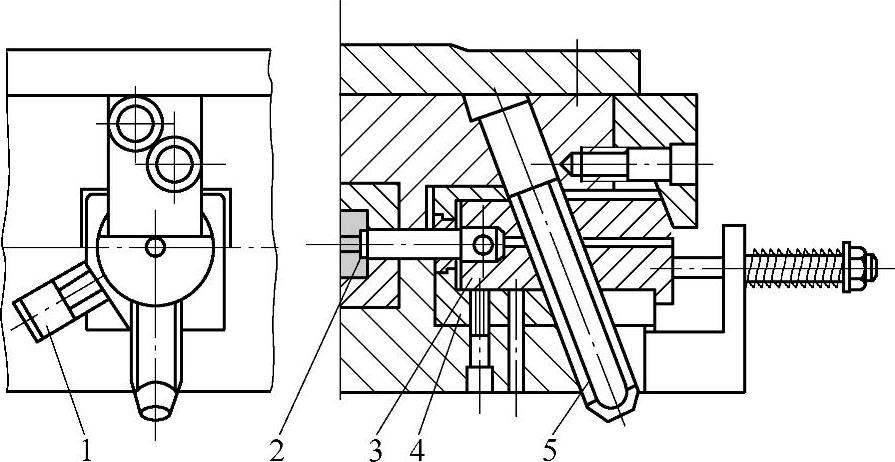
图5-83 方导套圆滑块结构
1—止转装置 2—活动型芯 3—圆滑块 4—方导套 5—斜销
④导柱式外接滑块结构(图5-85):该结构简单,节省材料,但构件刚度差。
3)斜销在模套中的安装形式(图5-86)。斜销一定要安装牢固,工作时稳定可靠。当斜销较长时还应对压铸机的有效开模距离进行核算,以保证模具所需最小开模距离小于压铸机的有效开模距离。
4)斜销孔位置的确定。如图5-87所示,确定斜销孔距s、s1、s2和s3的步骤如下:
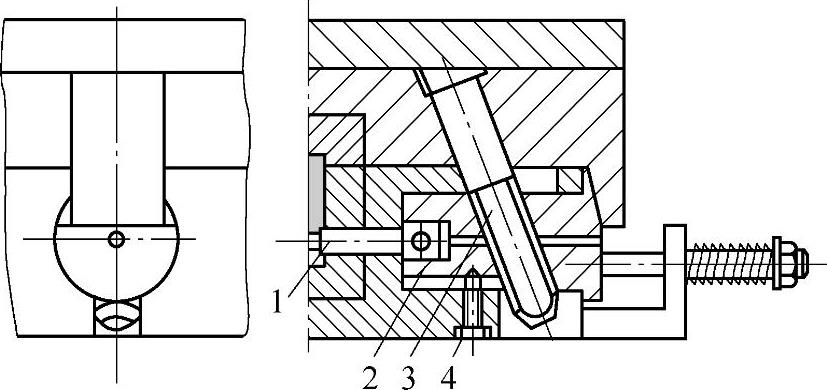
图5-84 圆形滑块结构
1—活动型芯 2—圆形滑块 3—斜销 4—止转螺钉
①在滑块顶面长度为1/2处取B点,通过B点作出斜角为α的直线段与模具外平面相交于A点。
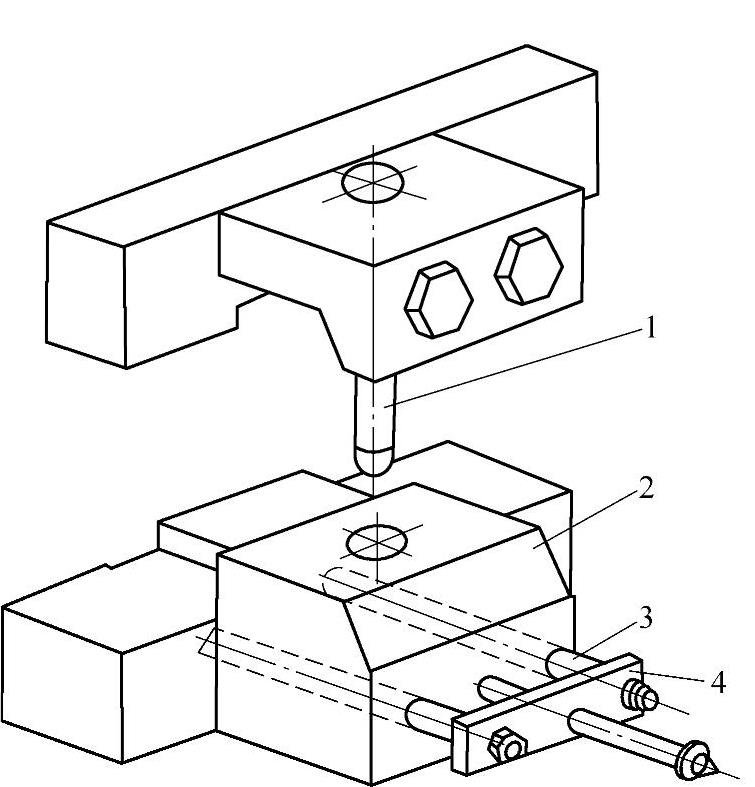
图5-85 导柱式外接滑块结构
1—斜销 2—外接滑块 3—导柱 4—限位块
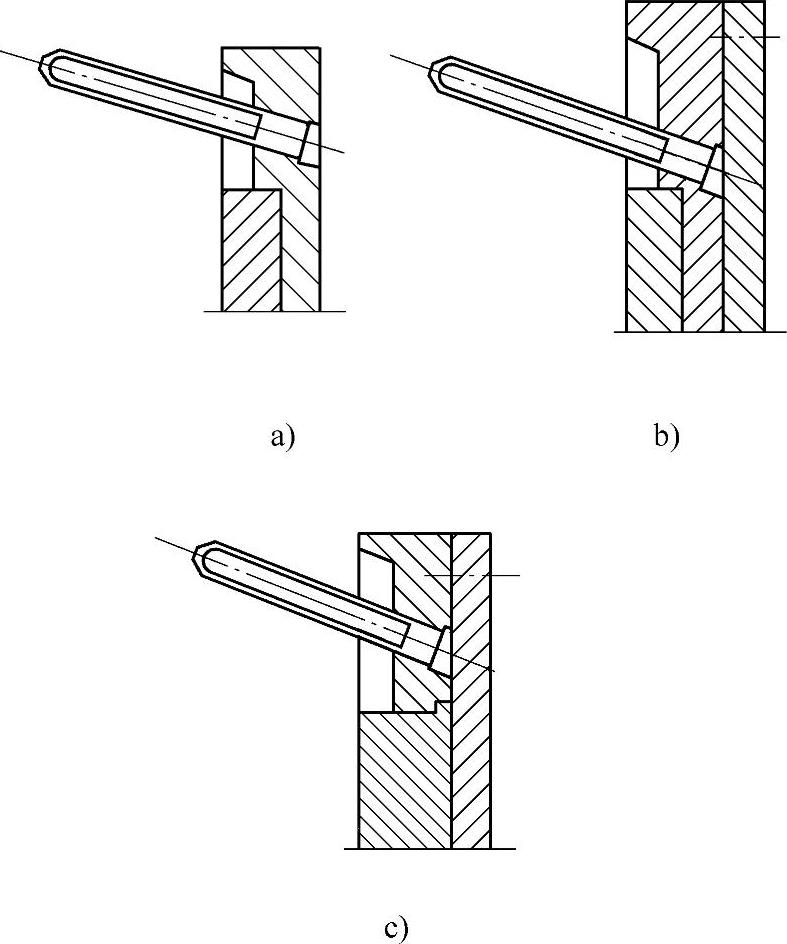
图5-86 斜销的安装形式
②计算A点到模具中心线的距离,并圆整为整数,此数即为斜销孔距的基本尺寸s。
③斜销中心线上B、C、D各点至模具中心线的距离时可按以下三式计算:
④斜销孔中心线在滑块顶面上的投影应与滑块抽芯方向的轴线相重合(一根斜销抽芯时)或平行(两根斜销抽芯时)。
(3)斜销工作段尺寸的计算与选择
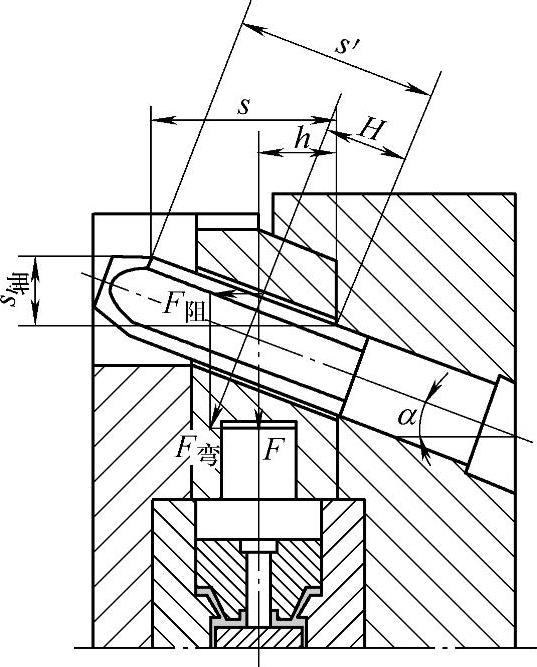
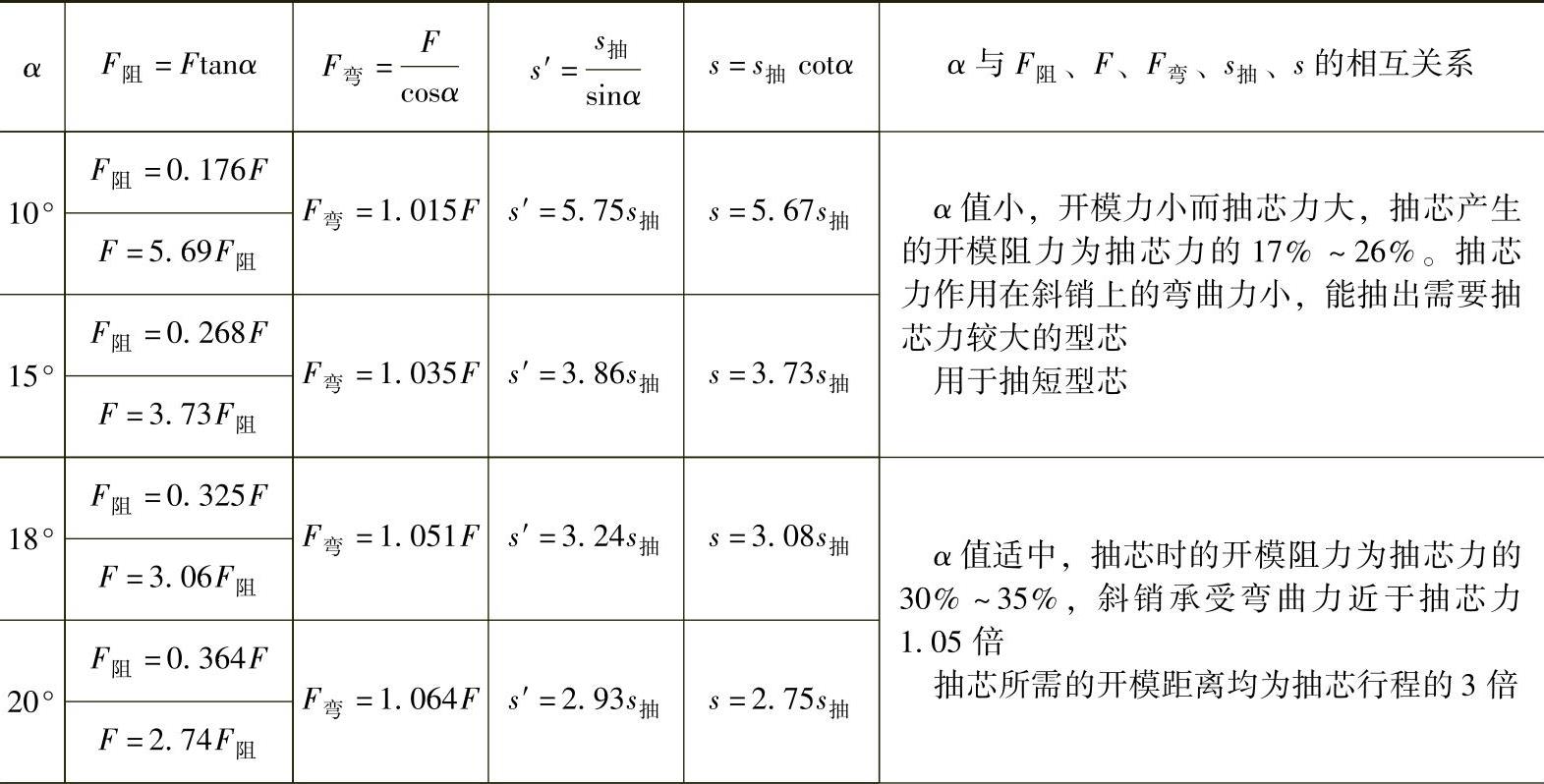
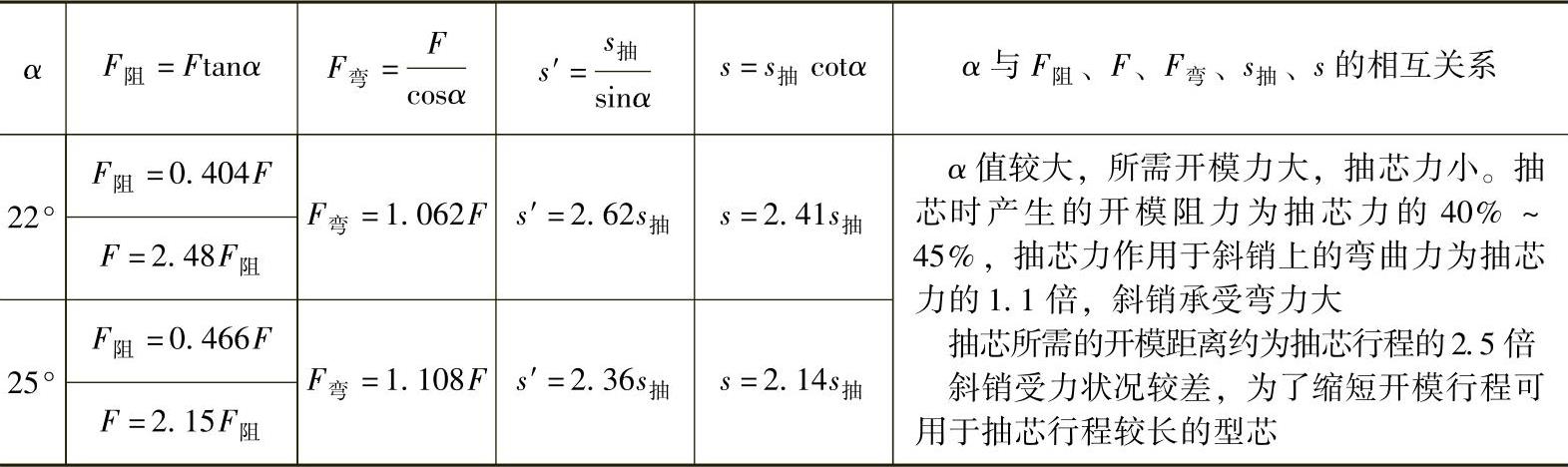
1)斜销斜角α的选择。抽芯方向与分型面平行时,斜角的选择与抽芯力的大小、抽芯行程的长短、斜销承受的弯曲应力以及开模阻力有关,见图5-88及表5-14。由图和表可知:①如不考虑摩擦力,α值增大时,要得到相同的抽芯力F,斜销所受的弯曲力F弯就增大,所需的开模阻力F阻也增大;α值减小时则相反;②在一定抽芯距s抽的情况下,α值越小,斜销的有效工作长度s′及开模行程s均需增大;过大的s′使斜销刚性下降,而s值增大有时受到压铸机行程的限制。综上分析,从斜销受力考虑,希望α值小一些,从斜销的结构考虑,希望α值大一些。总之,斜销斜角α应综合考虑,统筹兼顾。
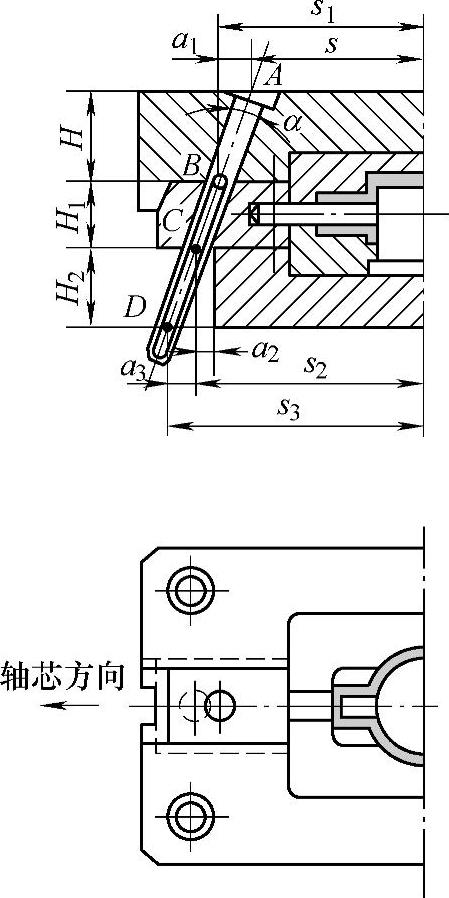
图5-87 斜销孔位置的确定
 (www.daowen.com)
(www.daowen.com)
图5-88 斜销受力图
α—斜销斜角 s抽—抽芯距离 F—抽芯力 F弯—斜销抽芯时所受弯曲力 F阻—开模阻力 H—斜销受力点距离 h—斜销受力点垂直距离
表5-14 斜销斜角与其他参数的关系
(续)
2)斜销直径的估算。斜销所受的力,主要取决于抽芯时作用于斜销上的弯曲力。斜销直径d(cm)的估算公式如下:
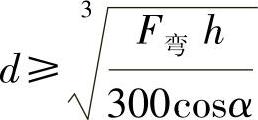
或
式中 F弯——斜销承受的最大弯曲力(10N)。许用抗弯强度取300MPa;
h——滑块端面至受力点的垂直距离(cm);
F——抽芯力(10N)。
3)斜销长度的确定。对于斜销抽芯机构,按所选定的抽芯力、抽芯行程、斜销位置、斜销斜角、斜销直径以及滑块的大致尺寸,在总图上按比例作图进行大致布局后,即可按作图法或计算法来确定斜销的长度。
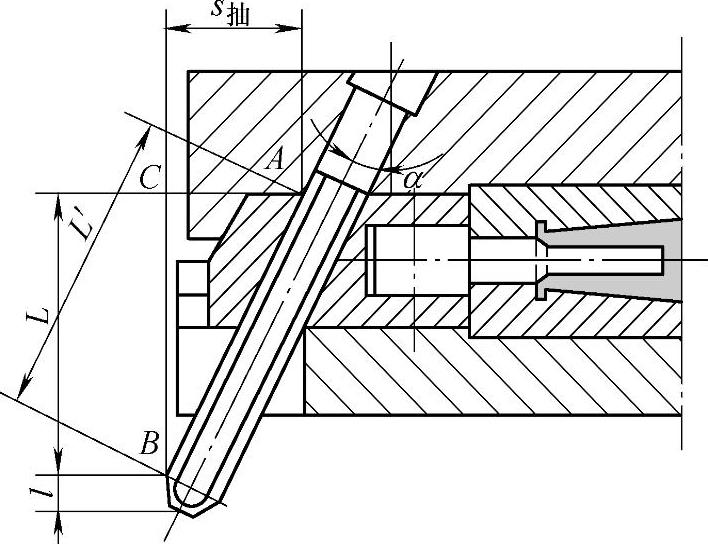
图5-89 用作图法确定斜销有效工作段长度
作图法(图5-89)步骤如下:
取滑块端面斜孔与斜销外侧斜面接触处为A点;
自A点作平行于分型面的直线AC,使AC等于s抽(s抽为抽芯距离);
自C点作垂直于AC线的BC线,交斜销处侧斜面于B点;
AB线段的长度L′为斜销有效工作段长度, ;
;
BC线段长度加上斜销导引头部高度l′为斜销抽芯结束时所需的最小开模距离 。
。
计算法见图5-90。斜销长度的计算是根据抽芯距离s抽、固定端模套厚度H、斜销直径d以及所采用的斜角α的大小而定。斜销总长度L的计算公式如下:

式中 L1——斜销固定端尺寸(mm);
L2——斜销工作段尺寸(mm);
L3——斜销工作导引段尺寸,一般取5~10mm;
s抽——抽芯距离(mm);
H——斜销固定段套板的厚度(mm);
α——斜销斜角(°);
d——斜销工作段直径(mm);
D——斜销固定段台阶直径(mm)。
(4)斜销延时抽芯 延时抽芯是指开模后,抽芯机构不立即开始工作,而是当动、定模分开一定距离后才开始抽芯。斜销的延时抽芯是靠与斜销配合的滑块斜孔在型芯抽出方向上留出的加长量来实现的。由于受到滑块长度与斜销长度的限制,加长量不可能留得很大,所以延时抽芯行程较短,一般仅用于压铸件对定模型芯的包紧力较大或压铸件分别对动、定模包紧力相等的场合,以保证开模时压铸件留在动模上。
延时抽芯参数的计算如下:
1)延时抽芯的行程s延按设计需要确定(图5-91)。
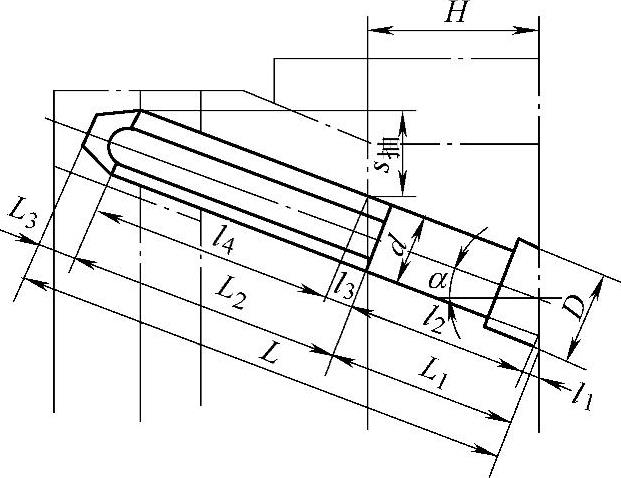
图5-90 斜销尺寸计算
图5-91 延时抽芯的有关参数
2)延时抽芯的斜销直径d可参照式(5-20)进行计算。此时斜销开始抽芯时的受力点已外移了s延这一段距离。
3)滑块斜孔加长量按下式计算:
δ=s延sinα (5-22)
式中 δ——滑块斜孔加长量(mm);
s延——延时行程(mm);
α——斜销斜角(°)。
4)延时抽芯时斜销的总长度是按式(5-21)计算后再加上因s延引起的增长量ΔL, 。
。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





