(1)抽芯力 压铸时,金属液充填型腔,冷凝收缩后对型芯的成型部分产生包紧力,抽芯时需克服由压铸件收缩产生的包紧力和抽芯机构运动时所受的各种阻力,两者的合力即为抽芯力。
在开始抽芯的瞬间,所需抽芯力最大,为起始抽芯力。而后继续抽芯时,只需克服机构及型芯运动时的阻力,为相继抽芯力。以下计算的抽芯力,均指起始抽芯力。
1)抽芯力的估算法。抽芯时型芯受力的状况见图5-77,抽芯力按下式计算:
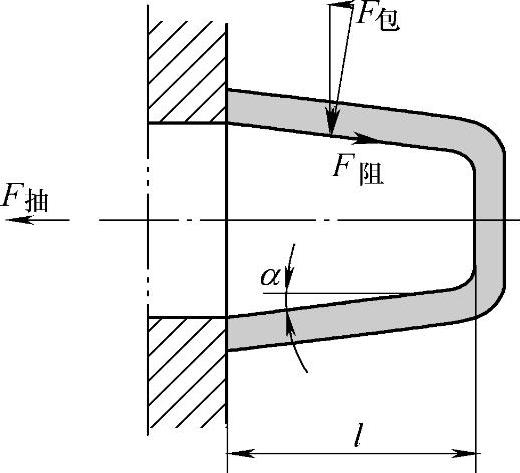
图5-77 抽芯力分析图

式中 F——起始抽芯力(10N);
F阻——抽芯阻力(10N);
F包——压铸件冷凝收缩后对型芯产生的包紧力(10N);
L——被压铸件包紧的型芯成型部分断面周长(cm);
l——被压铸件包紧的型芯成型部分长度(cm);
p——挤压应力(105Pa),对锌合金一般p取60~80×105Pa;对铝合金一般p取100~120×105Pa;对铜合金一般p取120~160×105Pa;
μ——压铸合金对型芯的摩擦因数,一般取0.2~0.25;(www.daowen.com)
α——型芯成型部分的脱模斜度(°)。
2)抽芯力的查图法。按式(5-18)取挤压应力和摩擦因数的较大值,作出镁、锌、铝、铜合金压铸时的抽芯力查用图(图5-78),可简化设计时的计算过程。
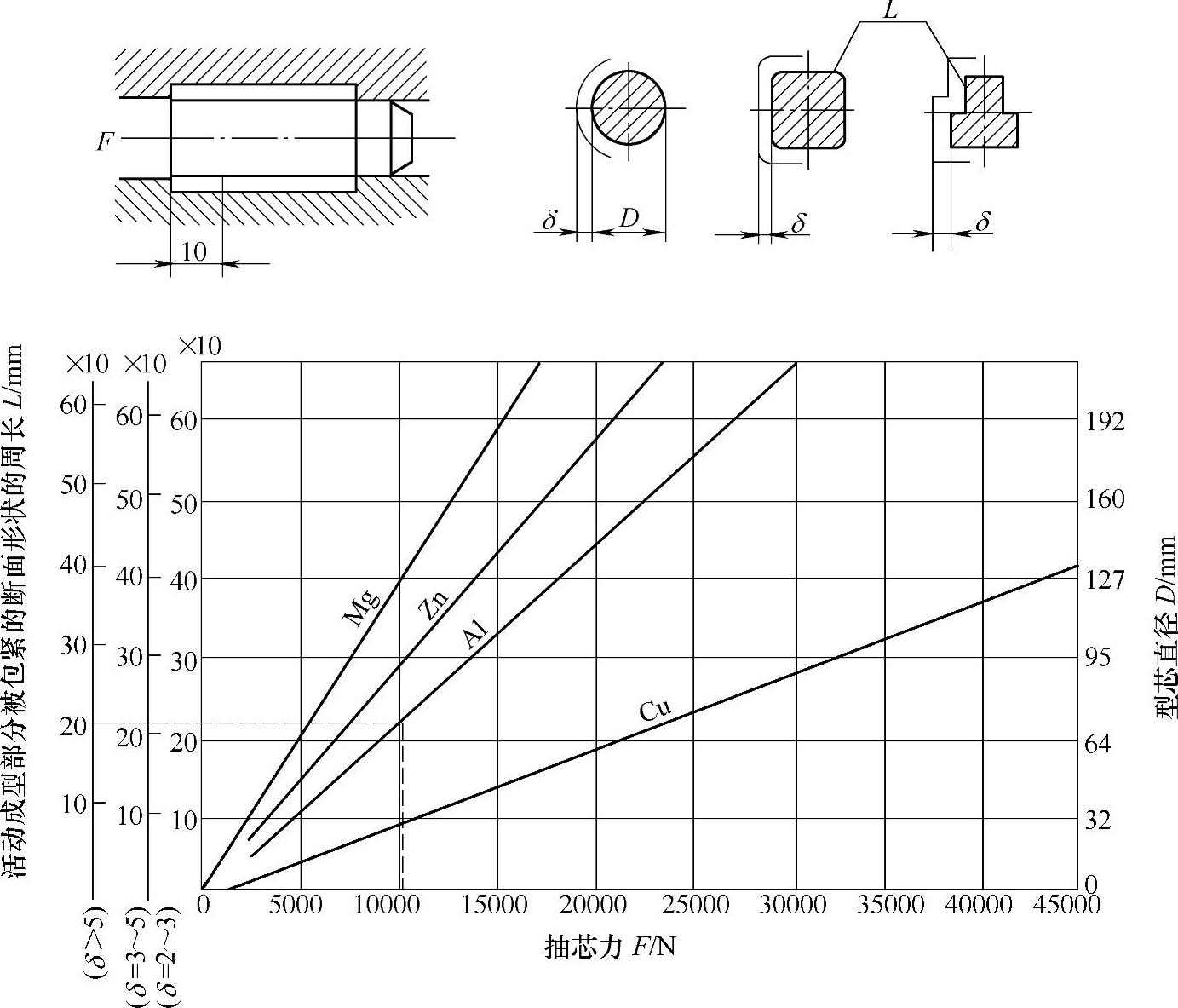
图5-78 型芯为10mm长的抽芯力
(δ为压铸件壁厚)
(2)抽芯距离 抽芯后活动型芯应完全脱出压铸件的成型表面,使压铸件能顺利推出型腔。抽芯距离的计算如下
s抽=s移+k (5-19)
式中 s抽——抽芯距离(mm);
s移——滑块型芯完全脱出成型处的移动距离(mm);
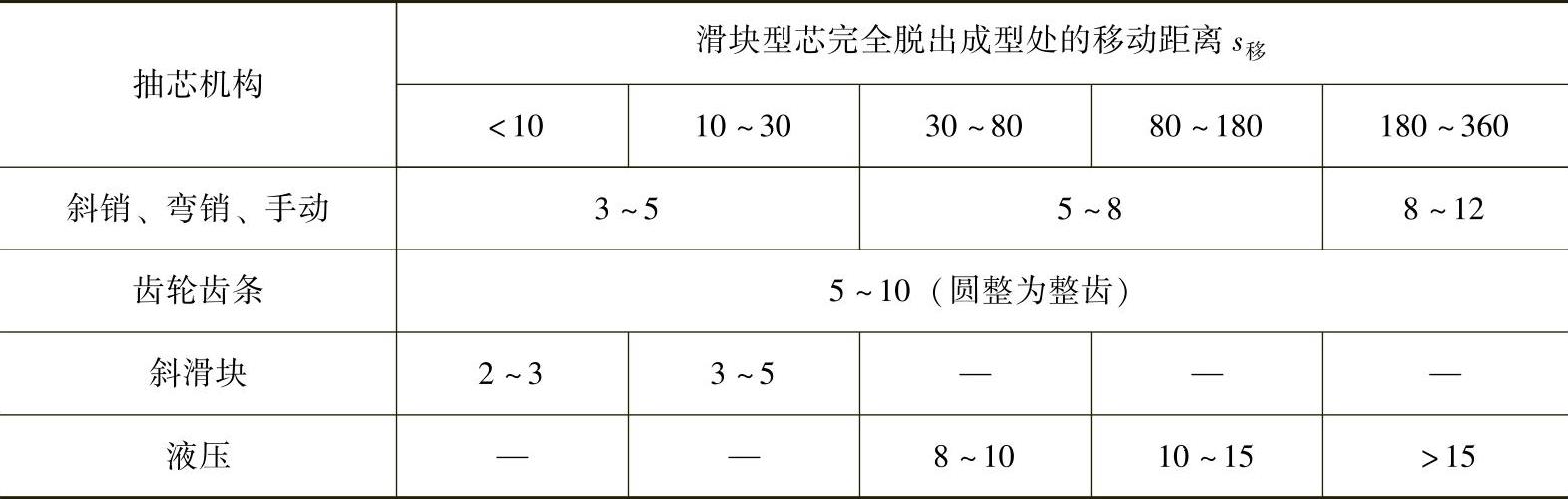
k——安全值(mm),安全值k按抽芯距离长短及抽芯机构选定,见表5-12。
表5-12 常用抽芯距离的安全值k (单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





