(1)影响压铸件尺寸精度的因素 影响压铸件尺寸精度的主要因素有:压铸件的结构、模具的结构和制造误差,收缩率的选择,压铸工艺和生产操作、合金种类、压铸机性能等。由于影响压铸件尺寸精度的因素多而复杂,要对压铸模成型部分的尺寸进行精确的计算很困难。为此,在计算中要全面地考虑影响压铸件尺寸的因素,使计算时的假定条件尽量接近实际情况,并要正确地掌握计算尺寸的原则和方法,以使尺寸达到所要求的精度。
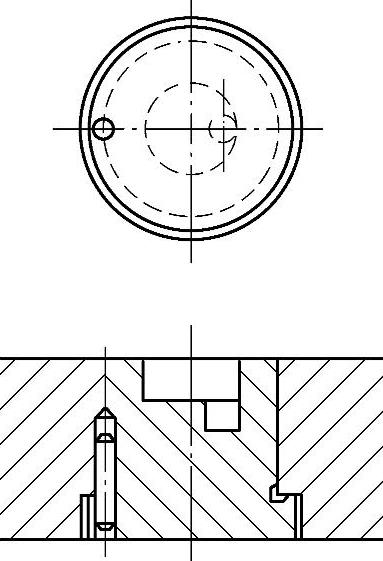
图5-64 销钉止转形式
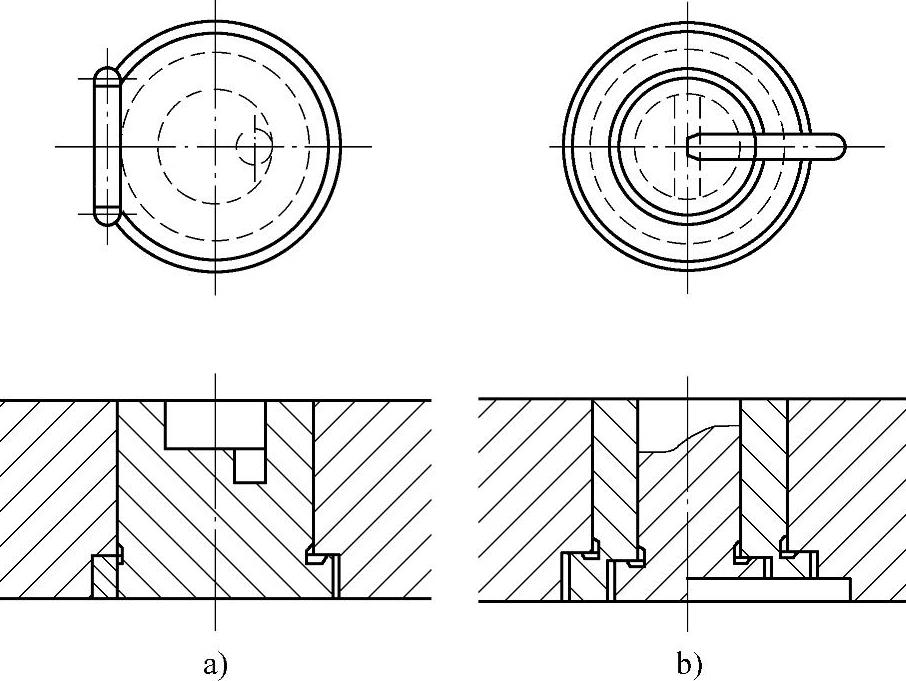
图5-65 平键止转形式
a)边缘的 b)中心的
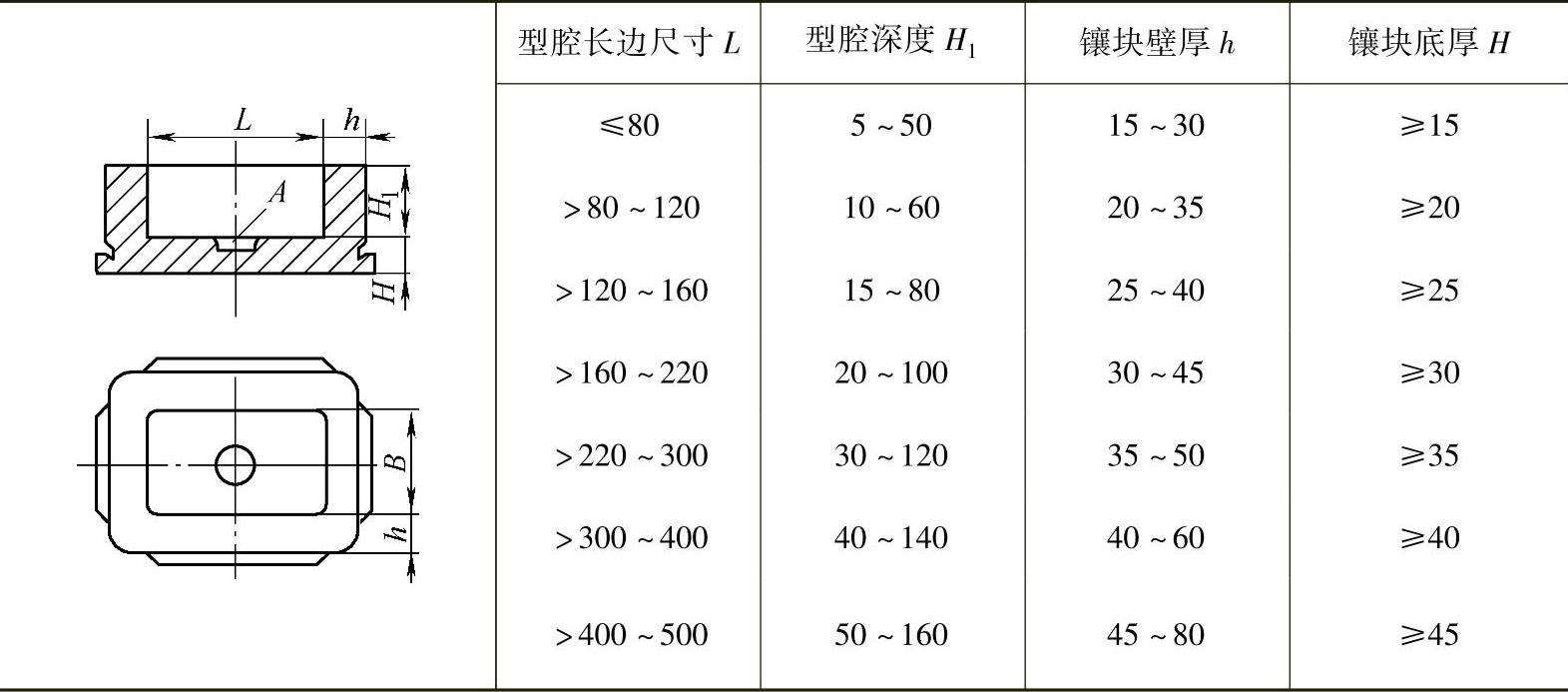
(2)镶块的主要尺寸
1)镶块壁厚尺寸,见表5-7。在此表中型腔的长边尺寸L及深度尺寸H1是指整个型腔侧面的大部分面积,对不规则的型腔中的一些小的凸块与凹坑忽略不计。镶块壁厚尺寸h与型腔的侧面积(L×H1)成正比。对几何形状复杂、型腔深度H1较小而套板又采用通孔结构的情况,镶块高度应与套板厚度一致。
表5-7 镶块壁厚尺寸推荐值 (单位:mm)
2)镶块台阶尺寸,见表5-8。
表5-8 镶块台阶尺寸推荐值 (单位:mm)
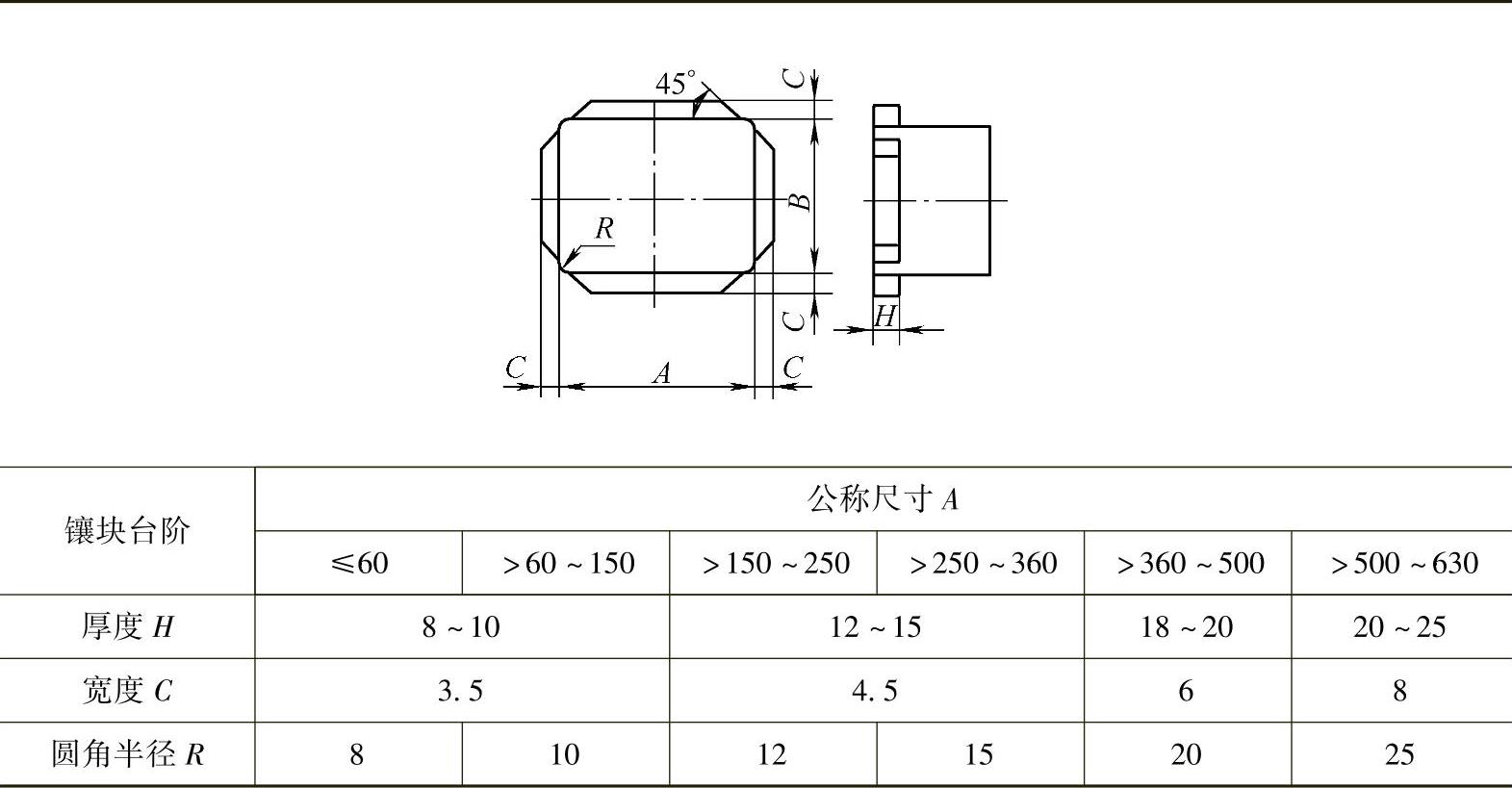
注:1.根据受力状态不同台阶可设在四侧或长边的两侧。
2.对在同一套板安装孔内的组合镶块,其公称尺寸A是指装配后全部组合镶块的总外形尺寸。
3.对薄片状的组合镶块,为提高强度可取H≥15mm,但不应大于套板高度的1/3。
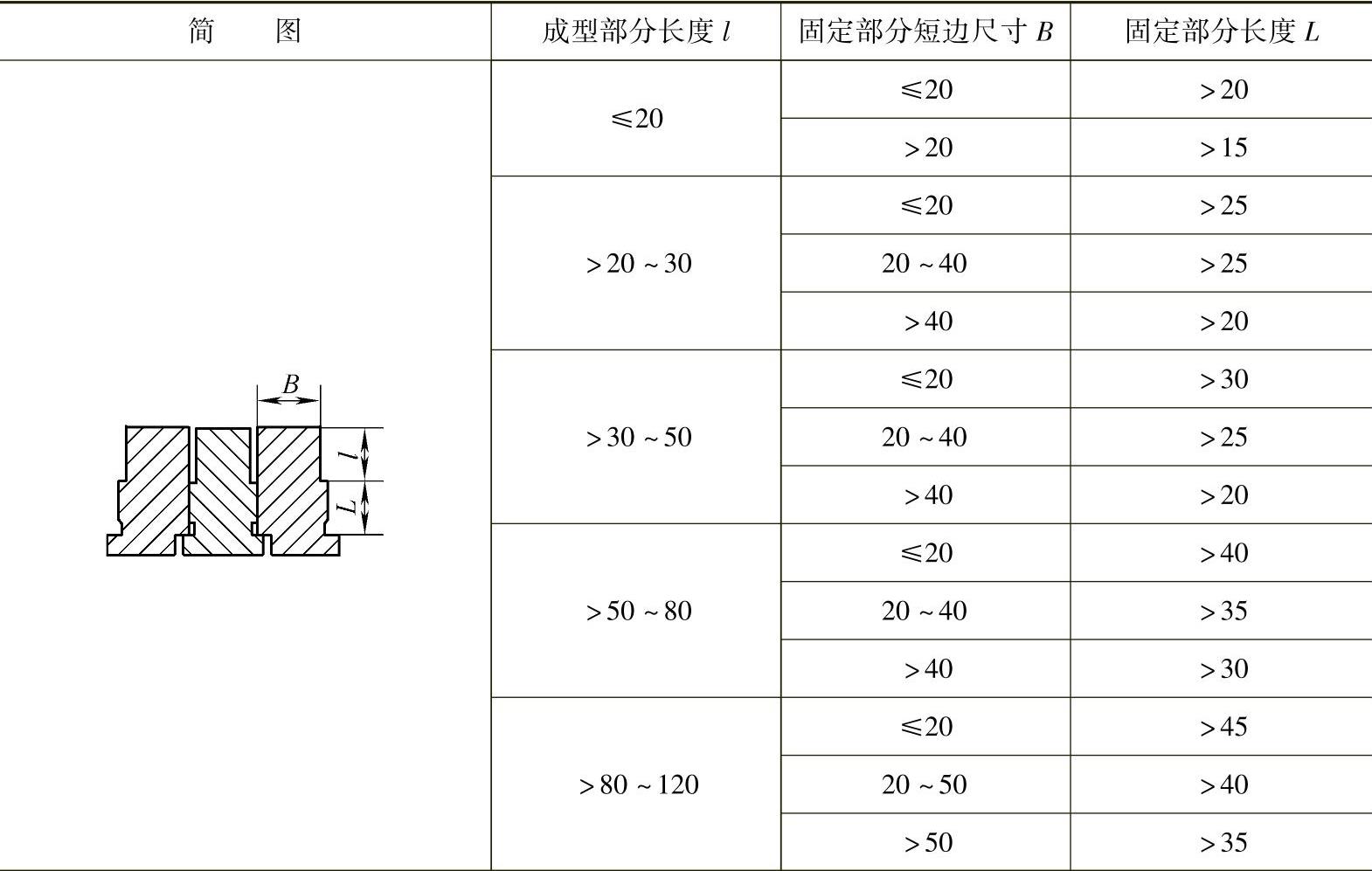
3)组合式结构成型镶块固定部分长度,见表5-9。
表5-9 组合式结构成型镶块固定部分长度推荐值 (单位:mm)
(3)圆型芯的主要尺寸 圆型芯的主要尺寸见表5-10。
表5-10 圆型芯尺寸推荐值 (单位:mm)
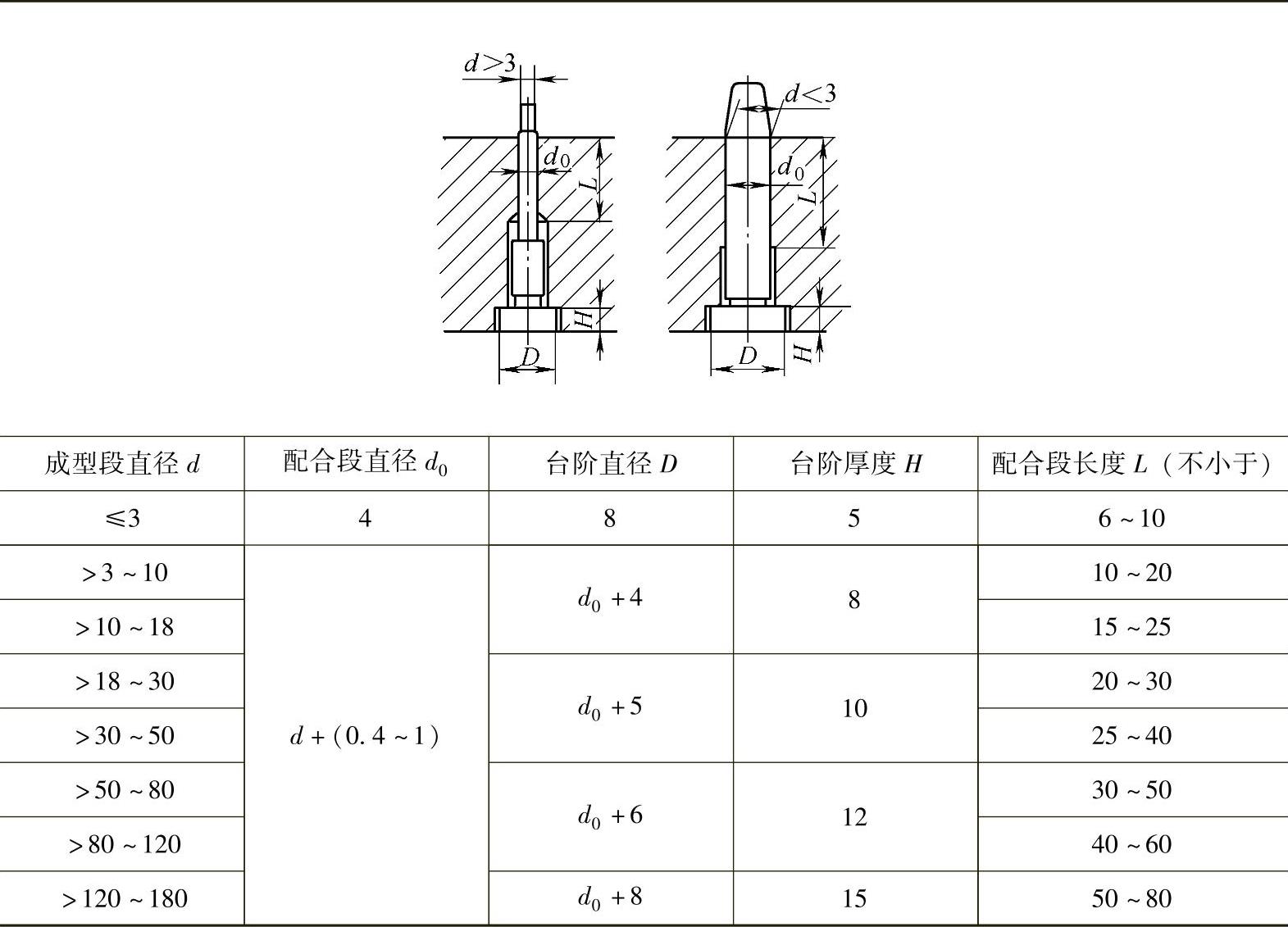
注:为了便于应用标准工具加工孔径d0,公称尺寸应取整数或取标准铰刀的尺寸规格。
(4)压铸件的收缩率
1)实际收缩率。压铸件的实际收缩率φ实是指室温时的模具成型尺寸减去压铸件实际尺寸与模具成型尺寸之比,即

式中 L型——室温下模具的成型尺寸(mm);
L实——室温下压铸件的实际尺寸(mm)。
2)计算收缩率。设计模具时,计算成型零件所采用的收缩率为计算收缩率φ,它包括了压铸件收缩值和成型零件从室温到工作温度时膨胀值,即

式中 L′——通过计算的模具成型零件尺寸(mm);
L——压铸件的公称尺寸(mm)。
几种常用压铸合金的计算线收缩率见表5-11。
表5-11 几种常用压铸合金的计算线收缩率

3)收缩率的确定。压铸件的收缩率应根据压铸件结构特点、收缩受阻条件、收缩方向、压铸件壁厚、合金成分以及有关工艺因素等确定。
①压铸件结构复杂、型芯多,收缩受阻大时,收缩率较小;反之收缩率较大。
②薄壁压铸件收缩率小,厚壁压铸件收缩率大。
③压铸件脱模温度越高,压铸件同室温的温差越大,则收缩率也大。
④压铸件收缩率受模具型腔温度不均匀的影响,靠近浇口处型腔温度高,收缩率较大,远离浇口处型腔温度较低,收缩率较小。
(5)模具成型尺寸计算 计算型腔尺寸的目的是为了保证压铸件的尺寸精度,但影响尺寸精度的因素很多,而且有些因素是随时在变化的,所以要精确计算型腔尺寸是困难的,一般都是采取调整主要因素上下偏差的方法来决定型腔尺寸。
1)成型尺寸的分类及尺寸计算的要点。成型尺寸主要可分为:型腔尺寸(包括型腔深度尺寸)、型芯尺寸(包括型芯高度尺寸)、成型部分的中心距离和位置尺寸等。
各类成型尺寸的计算要点如下:
①型腔磨损后尺寸增大。因此,计算型腔尺寸时,应保持压铸件外形尺寸接近下极限尺寸。(www.daowen.com)
②型芯磨损后尺寸减小。因此,计算型芯尺寸时,应保持压铸件内形尺寸接近上极限尺寸。
③两个型芯或型腔之间的中心距离和位置尺寸与磨损量无关,应保持压铸件尺寸接近上下两个极限尺寸的平均值。
④凡有脱模斜度的各类成型尺寸,对无加工余量的压铸件,应保证压铸件在装配时不受阻碍。对留有加工余量的压铸件,应保证加工时有足够的加工余量。
2)模具成型尺寸的计算公式
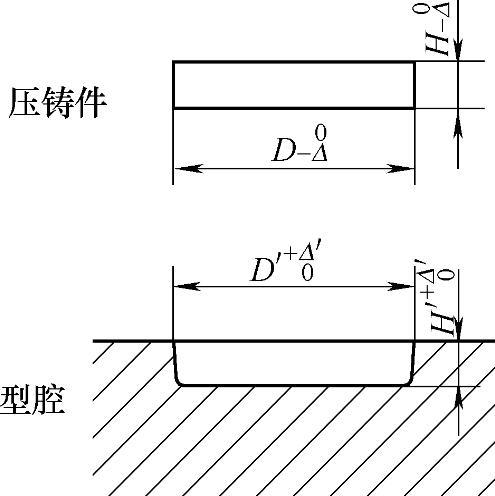
图5-66 型腔尺寸计算
①型腔尺寸的计算(图5-66)公式如下:


式中 D′、H′——型腔尺寸或型腔深度尺寸(mm);
D、H——压铸件外形的上极限尺寸(mm);
φ——压铸件计算收缩率(%);
Δ——压铸件公称尺寸的偏差(mm);
Δ′——成型部分公称尺寸的制造偏差(mm);
0.7Δ——尺寸补偿和磨损系数计算值(mm)。
②型芯尺寸的计算(图5-67)公式如下:

式中 d′、h′——型芯尺寸或型芯高度尺寸(mm);
d、h——压铸件内形的下极限尺寸(mm);
φ——压铸件的计算收缩率(%);
Δ——压铸件公称尺寸的偏差(mm);
Δ′——成型部分公称尺寸的制造偏差(mm);
0.7Δ——尺寸补偿和磨损系数计算值(mm)。
③中心距离、位置尺寸的计算(图5-68)公式如下:
L′±Δ′=(L+Lφ)±Δ′ (5-17)
式中 L′——成型部分的中心距离、位置的平均尺寸(mm);
L——压铸件中心距离、位置的平均尺寸(mm);
φ——压铸件计算收缩率(%);
Δ——压铸件中心距离、位置尺寸的偏差(mm);
Δ′——成型部分中心距离、位置尺寸的制造偏差(mm)。
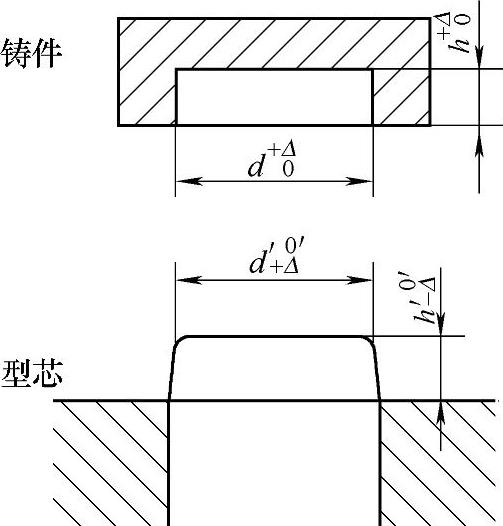
图5-67 型芯尺寸计算
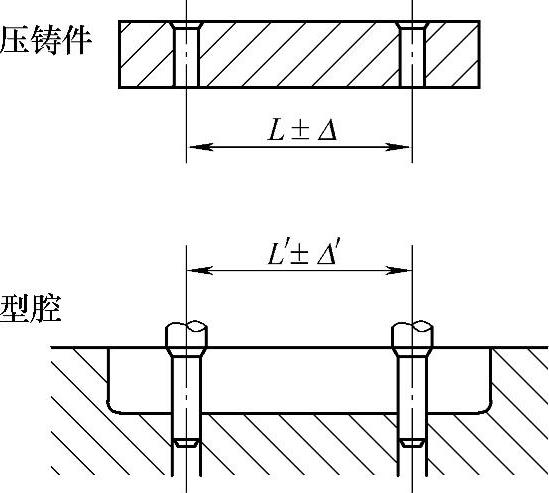
图5-68 中心距离、位置尺寸计算
型腔和型芯尺寸的制造偏差Δ′按下列规定选取:
当压铸件尺寸为IT11~IT13级精度时,Δ′取1/5Δ;
当压铸件尺寸为IT14~IT16级精度时,Δ′取1/4Δ。
中心距离、位置尺寸的制造偏差Δ′按下列规定选取:
当压铸件尺寸为IT11~IT14级精度时,Δ′取1/5Δ;
当压铸件尺寸为IT15~IT16级精度时,Δ′取1/4Δ。
压铸件的尺寸偏差Δ和模具成型部分尺寸的制造偏差Δ′的正负符号,是按压铸件和模具在加工和使用过程中的尺寸变化趋向而定的。当零件在机械加工过程中按图样设计基准推算,尺寸趋向于增大的,偏差符号为“+”;尺寸趋向于减小的,偏差符号为“-”;尺寸变化趋向稳定的如中心距离,位置尺寸的偏差符号为“±”。
在应用式(5-13)~式(5-17)时应注意Δ和Δ′的“+”或“-”偏差符号,必须随同偏差值一起代入公式。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






