内浇口是引导熔融的金属液以一定的速度、压力和时间填充成型型腔的通道。它的重要作用是形成良好地填充压铸型腔所需要的最佳流动状态。因此,设计内浇口时,主要是确定内浇口的位置和方向以及内浇口的截面尺寸,预计金属液在填充过程中的流态,并分析可能出现的死角区或裹气部位,从而在适当部位设置有效的溢流槽和排气槽。
1.内浇口的基本类型及其应用
根据压铸件的外形和结构特点以及金属液填充流向的需要,将内浇口的基本类型归纳为以下几种:
(1)扁平侧浇口 扁平侧浇口是最常见的内浇口形式,如图5-23所示。扁平侧浇口适用于多种压铸件,特别适用于平板形的压铸件,如图5-23a所示。
当环状或框状压铸件的内孔有足够的位置时,可将内浇口布置在压铸件的内部,既可使模具结构紧凑,又可保证模具的热平衡,如图5-23b所示。

图5-23 扁平侧浇口
(2)端面侧浇口 端面侧浇口的形式如图5-24所示。它的特点是:避免金属液正面冲击成型零件,并使气体有序排出。如图5-24a所示的盒类压铸件,采用端面侧浇口,使金属流首先填充可能存留气体的型腔底侧,将底部的气体排出后,再逐步充满型腔,避免压铸件中气孔缺陷的产生。
如图5-24b所示的环状压铸件,为了避免金属液正面冲击型腔,可采用从孔的中心处进料,使模具结构紧凑。在填充过程中,也可使型腔内的气体有序地排出。
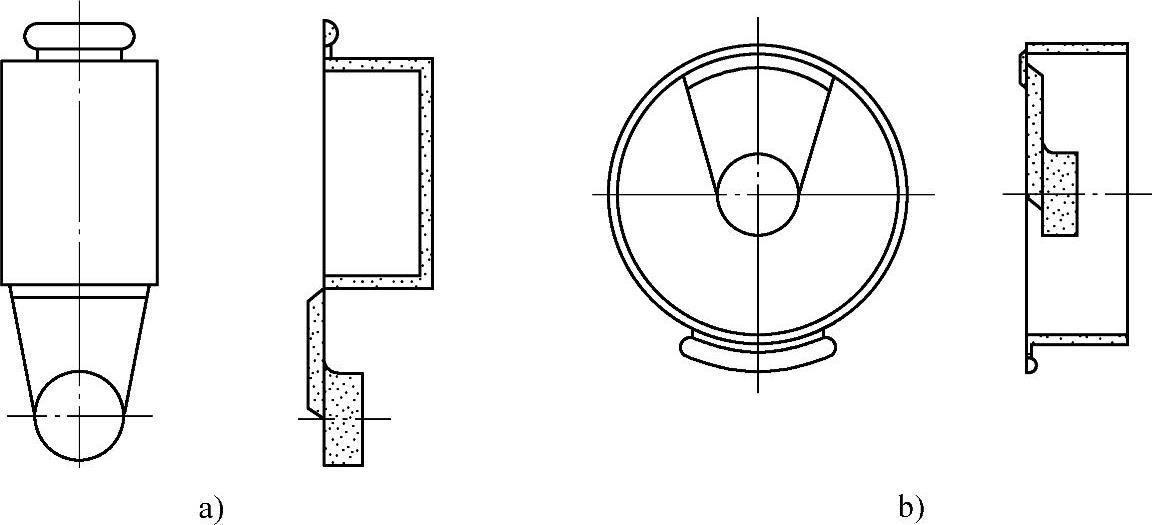
图5-24 端面侧浇口
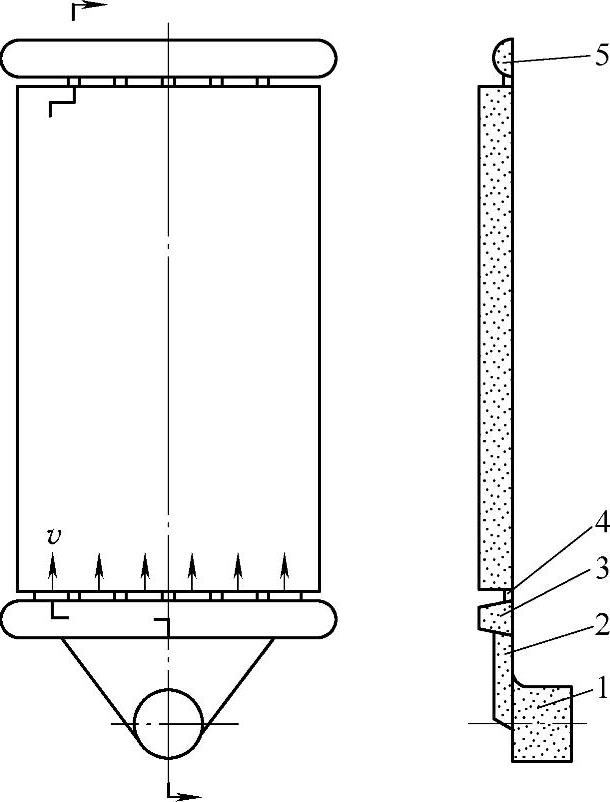
图5-25 梳状内浇口
1—直浇道 2—主横浇道 3—过渡横浇道 4—内浇口 5—溢流槽
侧浇口的共同特点如下:
1)浇口的截面形状简单,易于加工,并可根据金属液的流动状况随时调整截面尺寸,以改善压射条件。
2)浇口的位置可根据压铸件的结构特点灵活选择。
3)浇口的厚度较小,当高压、高速的金属液通过时,受到挤压和剪切作用,使金属液再次加热升温,改善了流动状态,以便于成型。
4)应用范围广。
5)容易去除浇注余料,不影响压铸件的外观。
(3)梳状内浇口 对投影面积较大、要求精度较高并有气密性要求的平板形厚壁压铸件,多采用较宽的扁平侧浇口。但是,当采用普通的扁平侧浇口时,会出现各部分金属流流速不同的现象,使最先到达对面腔壁的金属流在返回时与尚未到达的金属流相遇而产生涡流现象。为保证在整个内浇道宽度上保持均匀的内浇道速度,采用梳状内浇口,即均匀设置多个截面尺寸相同的扁平浇口,如图5-25所示。
它的结构特点是在横浇道和内浇口之间加设一个横浇道。为了区别,分别称它们为主横浇道和过渡横浇道。
金属液通过直浇道1、主横流道2,首先流入过渡横浇道3内,然后,金属液通过严格规定的方向输送到内浇口4内。在每个内浇口内,金属液流动的方向由各个内浇口的截面尺寸决定。这样,金属液即在型腔的整个宽度上保持比较均匀的流速,并同时填满型腔。
各个梳状内浇口的宽度和深度可以相同,也可以有所差别。比如,在试模后,可根据实际状况适当调整两侧内浇口的截面积,以提高旁侧内浇口的金属液流量,使这种结构更趋于合理。
在设置溢流槽时,也应开设多个梳状溢流口,并与各相对应的扁平浇口错开,以保证金属液在充满浇注终端的各个部位后,再流入溢流槽中。
梳状内浇口也属于侧浇口的一种,在框形、格形、多片形和多孔的压铸件中得到了广泛的应用。
(4)切向内浇口 中、小型的环形压铸件多采用切向内浇口,如图5-26所示。

图5-26 切向内浇口
切向内浇口是指浇口的内边线n与型芯的外径和外边线h与型腔的内径均呈切线走向。如图5-26a所示。但对于薄壁的压铸件,这种形式常常导致金属流冲击型芯,而产生冲蚀型芯或产生严重的粘附现象。这时浇口的内边线n应向外偏离一个距离s,而外边线h也应外移一个距离,在端点用圆弧与型腔外壁相交,如图5-26b所示。但在这种情况下,应考虑浇口余料的清除问题。
当环形压铸件的高度较大时,为提高填充效果,将内浇口搭在端面上,如图5-26c所示。这种形式的浇口即为端面切向内浇口。
切向内浇口的优点如下:
1)金属液不直接冲击成型零件,提高了使用寿命。
2)金属液从切线方向进入型腔,沿环形方向有序地填充。如在填充的终端部位设置排溢系统,使排溢效果良好,料流顺畅,提高压铸件的质量。
3)克服了由正面进料时两股金属流在温度下降的状况下相遇而产生冷隔的压铸缺陷。
(5)环形内浇口 如图5-27所示,在圆筒形压铸件一端的整个圆周的端部开设环状内浇口,也可以将环形内浇口沿环形浇口分隔成若干段或只有一两段,在压铸件的另一端则开设与此相对应的溢流槽。
环形内浇口的特点是:金属液从型腔的一端沿型壁注入,可避免正面冲击型芯和型腔,将气体有序地排出,使填充条件良好。同时,在内浇口或溢流槽处可设置推杆,使压铸件上不留推杆痕迹。环形内浇口多在深腔的管状压铸件上应用。
环形内浇口浇口余料的切除比较麻烦。

图5-27 环形内浇口
(6)中心内浇口 当压铸件的几何中心带有通孔时,将内浇口开在通孔上,在成型孔的型芯上设置分流锥,金属液从型腔中心部位导入。在清除浇口凝料时,为保持压铸件内孔的完整,一般使分流锥的直面高出压铸件端面h=0.5~1mm,如图5-28所示。它的特点如下:
1)金属液流程短,而各部的流动距离也较为接近,可缩短金属液的填充时间和凝固时间。
2)减少模具分型面上的投影面积,并改善压铸机的受力状况。
3)模具结构紧凑。
4)周边的溢流槽可聚集不良冷污的金属液,并有利于排气,提高填充效果。
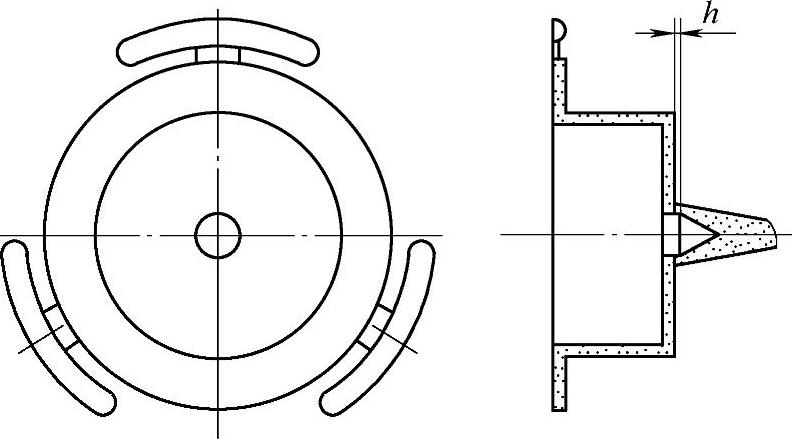
图5-28 中心内浇口
(7)轮辐式内浇口 当压铸件的中心孔直径较大时,可采用轮辐式内浇口。为获得最佳的填充流束,按梳状内浇口的原理,将内浇口分成几个分浇口,如图5-29所示。它是中心内浇口的变通形式,具有中心内浇口的优点。
由于这种形式是多股进料,在各股金属液的相遇处易产生冷隔缺陷,因此必须设置溢流槽。溢流槽开设的部位应与内浇口的位置错开,即设在金属液相遇而可能产生冷隔的部位。
(8)点浇口 对于结构对称、壁厚均匀的罩壳类压铸件,也可以采用点浇口。
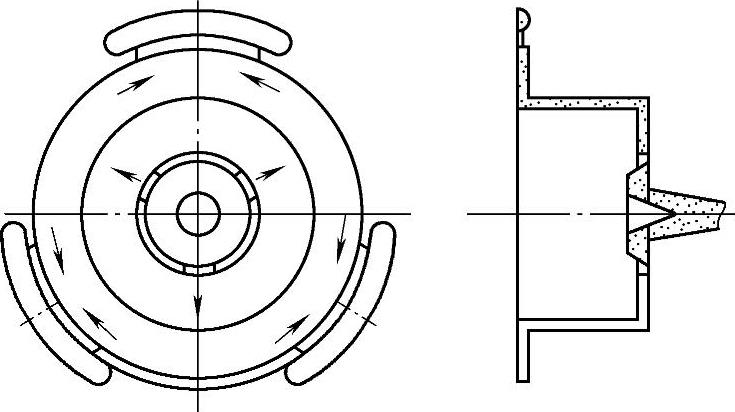
图5-29 轮辐式内浇口

图5-30 点浇口
点浇口也是中心内浇口的特殊形式,如图5-30所示。
高速的金属流在冲击型芯后,立即弥散并形成雾状,对填充产生不利的影响。同时,高速的金属流对型芯的冲击使其局部温度升高,模具产生较大的温差,对压铸件的表面质量也有一定影响。在浇口附近的局部区域表面质量较好,而远离浇口的区域表面质量则越来越差,以致出现表面疏松、冷纹和冷隔等压铸缺陷。这种现象只有在模具温度达到平衡状态时才能得到改善。
由于点浇口的直径相对较小,使金属液流过内浇口的速度增大,它猛烈地冲击着型芯一个极小的区域,使该区域出现严重粘附或出现过早的冲蚀现象,所以这个局部区域应设计成可以更换的镶块结构。
从中心进料的内浇口多用于热压室和立式冷压室的压铸模。当用于卧式冷压室压铸模时,必须增设一个辅助分型面,以便于取出余料。
2.内浇口位置的设计要点
设计内浇口时,最重要的是确定内浇口的位置、形式和导流方向。应根据压铸件的形状和结构特征、壁厚变化、收缩变形以及模具分型面等各种因素的影响,分析金属液在填充时的流态和填充速度的变化,以及预计填充过程中可能出现的死角区、裹气和产生冷隔的部位,并布置适当的溢流和排气系统。
内浇口的设计要点如下:
1)内浇口位置应使金属液的流程尽可能地短,以减少填充过程中金属液能量的损耗和温度的降低。
2)浇口位置应使金属液流至型腔各部位的距离尽量相等,以达到各个分割的远离部位同时填满和同时凝固。(https://www.daowen.com)
3)尽量减少和避免金属流过多的曲折和迂回,从而达到包卷气体少、金属流汇集处少和涡流现象少的效果。
4)除非大型或箱体框架类特殊形状的压铸件,一般应尽可能采用单个的内浇口,尽量少用分支浇口。当必须采用多个分支浇口时,应注意防止多路金属液流互相撞击,形成涡流,产生裹气或氧化物夹杂以及冷隔等压铸缺陷。
5)金属液进入型腔后,不应过早地封闭分型面、溢流槽和排气道,以便于型腔内气体有序地顺利排出。
6)从内浇口进入型腔的金属液流,不应正面冲击型芯、型壁或螺纹等活动型芯,力求减少动能损耗。型芯或型壁被金属液流冲蚀后,会产生粘模现象,严重时会使该处形成凹陷,影响压铸件脱模,有时甚至产生局部的早期热裂倾向。同时易形成分散的滴液与空气相混,使压铸件压铸缺陷增多。
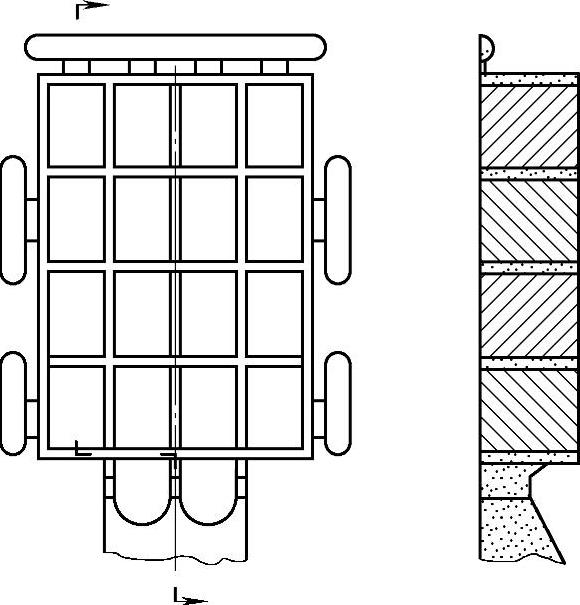
图5-31 多股缝隙内浇口
图5-31所示是一个带格的压铸件。为了使金属液不正面冲击多个型芯,采用多股的缝隙侧浇口进料。它是梳状内浇口的变异形式,只是为了满足高型腔大型压铸件的填充需要。采用多股窄缝填充,缩短了填充时间。这种形式对框形、多孔形、多片形或其他大型的压铸件都很实用。
7)内浇口位置应尽可能设置在压铸件的厚壁处,使金属液由厚壁处向薄壁处有序填充,有利于最终补缩压力的传递。
8)内浇口位置应使内浇口余料易于切除和清理。内浇口与型腔连接处应以圆弧或小倒角过渡连接,以便在清除内浇口余料时不损坏压铸件的基体表面。
9)从内浇口进入型腔的金属液流,应首先填充深腔处难以排气的部位,避免因围拢气体而产生压铸缺陷。
10)根据压铸件的技术要求,凡尺寸精度或表面粗糙度要求较高或不再加工的部位均不宜设置内浇口。
11)薄壁压铸件的内浇口的厚度要小一些,以保证必要的填充速度。
12)内浇口位置应使压铸模型腔温度场的分布符合工艺要求,以便尽量满足金属液流至最远的型腔部位的填充条件。
13)内浇口的位置应有利于金属液的流动。带有加强肋和散热片以及带有螺纹或齿轮的压铸件,内浇口的位置应使金属液流在进入型腔后顺着它们的方向流动,以防产生较大的流动阻力,如图5-32所示。
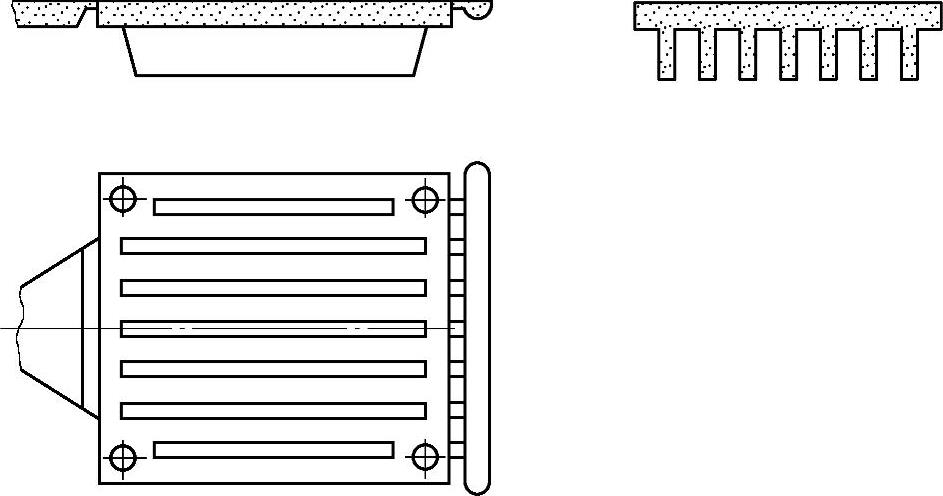
图5-32 内浇口位置应有利于金属液的流动
14)近似长方形、扁平状的压铸件,应尽可能在窄边上开设内浇口,以便金属液在填充时形成尽可能长的自由流束,使料流通畅,排气良好,有利于获得良好的表面质量,图5-33a所示的形式为协调模体的结构形状,也可采用图5-33b的布局形式。如果从宽边进料,容易产生料流紊乱、熔接不良等压铸缺陷。
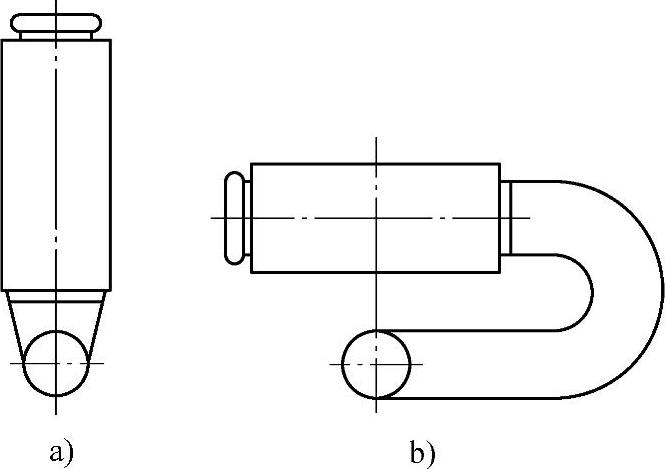
图5-33 内浇口设在窄边处
3.内浇口截面积的确定
内浇口的截面积直接决定着内浇口流速和填充时间。当内浇口流速选定后,内浇口的截面积过大,金属液填充型腔的时间过快,使型腔内的气体来不及排出而产生气孔等压铸缺陷。如果内浇口的截面积过小,则延长了填充时间,在填充过程中,部分金属液冷却过快,产生型腔填充不满的现象。
诚然,为了取得理想的填充时间,在内浇口截面积不变的情况下,调整作用在金属液上的压射压力和压射冲头的速度,也能改变金属液的填充时间,但是这个调整的范围很小,况且还要考虑压铸机的承载能力。因此,在设计过程中,预先确定内浇口的截面积是重要的设计内容。
目前,在压铸实践中,是以金属液在一定速度和预定的时间内充满型腔作为主要计算依据。
(1)内浇口截面积的计算 目前,在实践中,计算内浇口的截面积以流量计算法为主。
设熔融的金属液以速度vn流过截面积为An的内浇口,单位时间内流过的金属液为Q,则
Q=Anvn
在内浇口处,金属液的体积在单位时间内的流量Q表示为
于是
如果金属液体积用铸件质量G来表示,当金属液的密度为ρ时,则

所以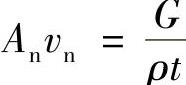
这时,内浇口截面积An可以写成

式中 An——内浇口截面积(cm2);
G——通过内浇口的金属液总质量(g);
ρ——液态金属的密度(g/cm3);
vn——内浇口流速(cm/s);
t——型腔的填充时间(s)。
从式(5-1)可以看出,当金属液的总质量确定后,决定内浇口截面积的主要因素是内浇口流速vn和填充时间t两个压铸工艺参数。
(2)经验公式和经验数据 通过计算或实践推荐得出的压铸参数,如内浇口流速、填充时间、内浇口截面积的大小等,在使用时过于复杂,也不十分准确。因此,人们根据经验寻找出一种简便的方法,称为“经验公式”。如W.达瓦可提出了压铸铝合金的近似公式
An=180G (5-2)
式中 An——内浇口截面积(mm2);
G——压铸件质量(kg)。
式(5-2)给出了内浇口截面积与压铸件质量之间的关系,对于具有2.4~3.2mm中等壁厚的压铸件来说,这个经验公式所得的数值与其他计算结果相符。因此,可以说在压铸中等的压铸件时,根据压铸件的质量计算出来的内浇口截面积基本上可满足要求。
实际上,由于客观的影响因素较多,确定最合理的内浇口截面积是很困难的。因此,在设计时应留有适当的修正余量,即内浇口的初始尺寸应选取较小值,为以后在试模后进行必要的修正和调整留有余地。
在内浇口截面积中,内浇口厚度对形成良好的填充流动状态的影响较大。对于薄壁复杂的压铸件,宜采用较薄的内浇口,以保证必要的内浇口流速。但当内浇口厚度太薄时,金属液流中的微小杂质,如偏析、夹杂物、氧化物等杂质都会导致内浇口的局部堵塞,缩小了内浇口的有效流动面积。同时,进入型腔的金属液很容易产生雾化现象,从而堵塞排气道,而裹卷型腔内的气体产生压铸缺陷。当内浇口厚度较厚时,则有利于降低填充速度。同时,内浇口凝固时间几乎以内浇口厚度的二次方增加,这样有利于补缩压力的传递。因此,在不影响压铸件表面和不增加去除内浇口成本的情况下,可尽量增加内浇口的厚度。
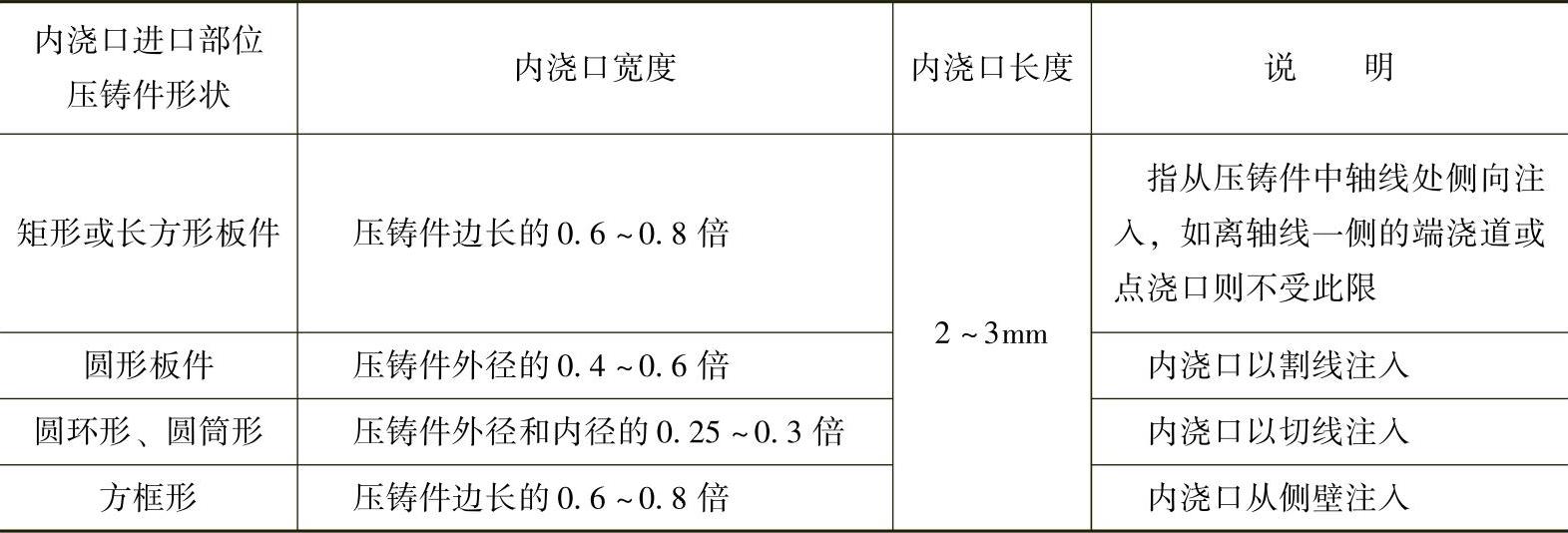
表5-1和表5-2分别列出了内浇口厚度的经验数据和内浇口宽度及长度的经验数据,供使用时参考。
表5-1 内浇口厚度的经验数据 (单位:mm)

表5-2 内浇口宽度和长度的经验数据
(3)点浇口各部尺寸 对结构对称、壁厚均匀的罩壳类压铸件,点浇口的结构形式如图5-34所示。
点浇口的直径主要与压铸件在分型面上的正投影面积和压铸件结构的复杂程度有一定关系。
表5-3和表5-4分别列出了点浇口直径和其他部分尺寸的推荐值。

图5-34 点浇口的结构
表5-3 点浇口直径的推荐值

注:表中数值适用于壁厚在2.0~3.5mm范围内的压铸件。
表5-4 点浇口其他部分尺寸的推荐值

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




