同一压铸件,因为分型面位置选择得不同,就可以设计出不同结构的压铸模,只有结构比较简单的压铸模才能算得上经济合理。分型面不同则金属液流动方向也不一样,这就会影响填充条件及其他一系列工艺条件,因此只有分型面选择得正确,才能设计出优良的压铸模。
下面举一个简单的例子来说明分型面的选择对压铸件和压铸模的影响。图5-8所示压铸件分型的方法较多,现就下面四种分型加以说明:
(1)第一种分型法(图5-9)构成压铸件形状的型腔被分型面截开,分别处于定模和动模内,压铸件圆柱表面的完整性难以控制。同时还必须设置抽芯机构,抽芯之后才能取出压铸件,这使得压铸模结构复杂。

图5-8 压铸件

图5-9 第一种分型法
(2)第二种分型法(图5-10)构成压铸件形状的型腔也被分型面截开,分别处于定模和动模内。压铸件的尺寸d与d2能达到同轴,但是,它们与d1的同轴度不易保证;如果同轴度要求高,这种分型法不合适。这种分型法还有一个缺点,就是压铸件的尺寸H和h精度偏低。
(3)第三种分型法(图5-11)构成压铸件形状的型腔全部在定模内,压铸件的尺寸d1与d2能达到同轴。但尺寸d在动模型芯上形成,与d1和d2不易保证同轴。如果压铸件的孔与外圆同轴度要求高时,就不能采用这种方法。但采用这种分型法的优点是尺寸h与H的基准都在分型面上,且尺寸H不受h的影响。
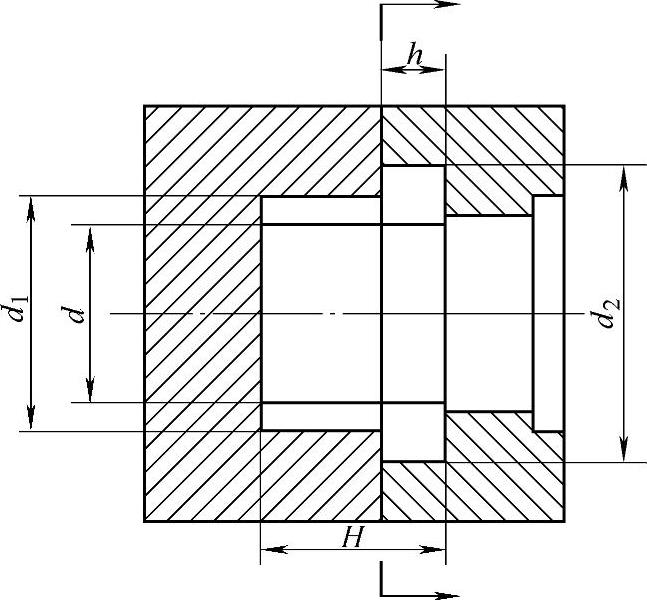
图5-10 第二种分型法
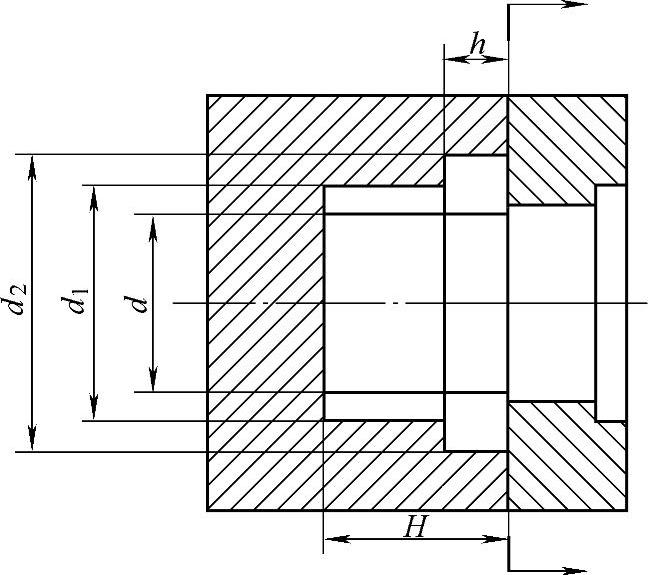
图5-11 第三种分型法
(4)第四种分型法(图5-12)构成压铸件形状的型腔全部在动模内,这种分型法集中了前面三种分型的优点,克服了它们的缺点,三个尺寸d、d1和d2都能达到同轴,又能使h和H都从分型面开始,尺寸精度较高。若压铸件的d、d1和d2的同轴度要求高,第四种分型方案是值得推荐的,但其压铸件脱模机构较为复杂。若模具制造能保证压铸件d与d1和d2的同轴度要求,采用第三种分型方案同样也是可行的。
所举的例子很简单,说明分型面的选择方法对模具结构和压铸件尺寸精度是有影响的,当然并不是所有的成型部分都在定模或动模内,就能获得优质压铸件。分型面的选择应根据具体情况而定,并且通常分型面的选择主要是通过浇注系统的合理安排而确定的。选择分型面的具体原则如下:
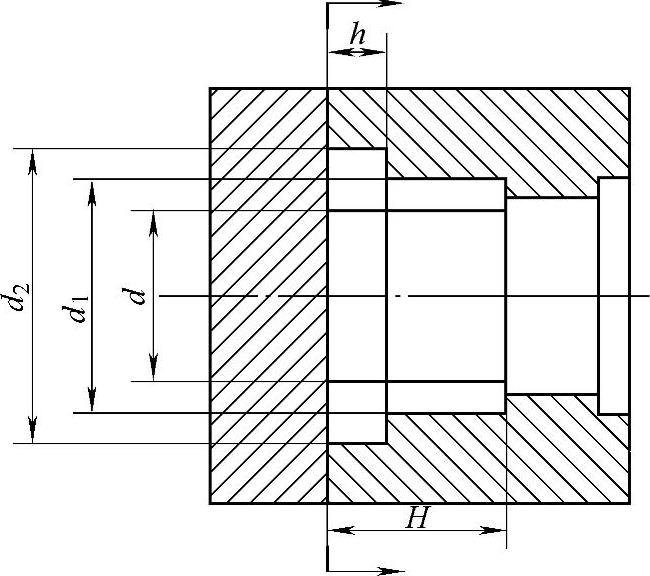
图5-12 第四种分型法
1)分型面尽可能地使压铸件在开模后留在动模部分,以便于脱模。故在压铸模设计时要做到压铸件对动模上型芯的包紧力大于对定模的包紧力。如图5-13所示,利用压铸件对动模型芯B的包紧力略大于对定模型芯A的包紧力,再加上中间小型芯及四角小型芯都是动模型芯,压铸件可有Ⅰ—Ⅰ和Ⅱ—Ⅱ两个分型面供选择,考虑到压铸机和生产操作等因素有可能增加定模脱模阻力,采用Ⅱ—Ⅱ分型面较能保证压铸件随动模移动而脱出定模。
2)分型面应适应合理的浇注系统的布置,有利于内浇道的位置和方向的安排,使金属液进入型腔顺畅,有良好的填充环境。如图5-14所示,压铸件适合于设置环形或半环形浇口和浇注系统,Ⅰ—Ⅰ分型面比Ⅱ—Ⅱ分型面更能满足压铸件的压铸工艺要求。

图5-13 压铸件对动模型芯的包紧力大于对定模的包紧力
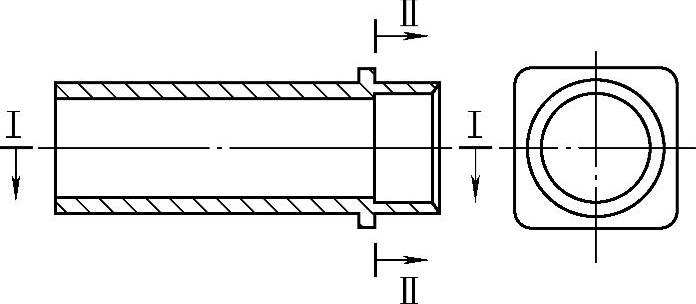
图5-14 分型面应满足铸造工艺要求

图5-15 分型面应有利于排溢系统设置(https://www.daowen.com)
3)分型面应使压铸模型腔有良好的溢流排气条件,使先进入型腔的冷金属和型腔内气体进入排溢系统排出。如图5-15所示,Ⅰ—Ⅰ分型面比Ⅱ—Ⅱ分型面有利于溢流槽和排气槽的布置。
4)分型面应开设在压铸件断面轮廓最大的地方,使压铸件能顺利地从模具中脱出。
5)尽可能选用平直分型面,避免用阶梯、曲面、倾斜或垂直分型面。
6)分型面应避免与压铸件基准面相重合,尺寸精度要求较高的部位和对同轴度要求高的外形或内孔,应尽可能设在同一半模内。如图5-16所示,A为压铸件基准面,应选Ⅰ—Ⅰ作为分型面,这样即使分型面上有毛刺飞边也不会影响基准面的精度。
7)应考虑型腔的构成方案,以尽量简化模具结构为宜。如图5-17所示,压铸模若采用Ⅰ—Ⅰ分型面,需要两个侧向抽芯机构,而采用Ⅱ—Ⅱ分型面不必设置侧向抽芯机构,模具结构简单。
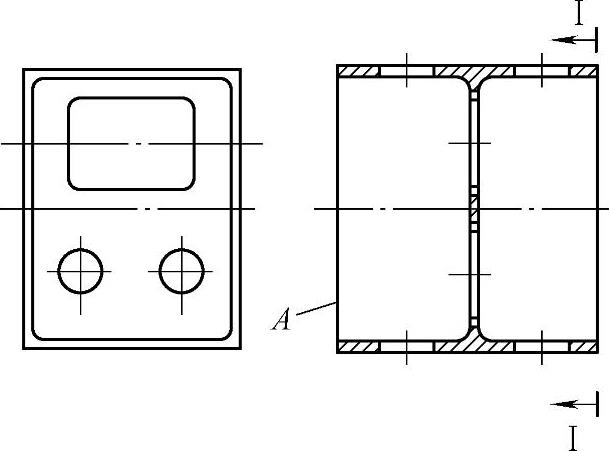
图5-16 分型面应不与基准面重合
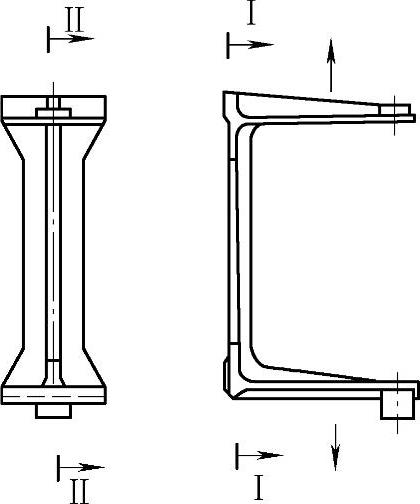
图5-17 尽量减少侧抽芯机构和活动部分
8)分型面应考虑型腔在动模和定模内的深度,过深的型腔不但不利于金属液填充、排气以及上涂料,同时会增加模具的厚度和质量。图5-18所示压铸件的两组尺寸中,尺寸为160mm×160mm×50mm的压铸件的分型面应当取A为好,而尺寸为100mm×100mm×100mm的压铸件的分型面应当取B为好。
9)选择低于压铸机锁模力的压铸件投影面积为分型面。
10)活动侧抽芯机构应尽可能设置在动模内,避免使用定模抽芯结构(图5-19)。

图5-18 两组不同尺寸的压铸件

图5-19 不同抽芯结构
a)不合理 b)合理
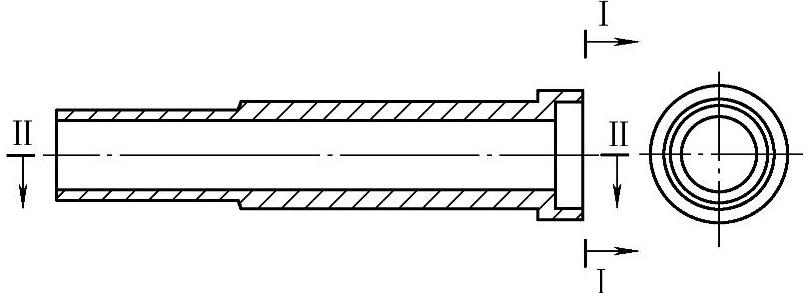
图5-20 分型面与不同的合金
11)应考虑金属液的流程,尤其对粘度大的合金流程不应过长。图5-20所示细长管状压铸件,因材料不同,分型面位置也应相应变化,Ⅰ—Ⅰ分型面适用于锌合金,Ⅱ—Ⅱ分型面则适用于铝合金或铜合金。
12)分型面应当考虑到压铸件美观和容易去除飞边,尽可能避免在平直面的中间或无法抛光处设置分型面。图5-21所示零件,若外表面不允许留有脱模斜度,为减少机构加工量应选Ⅱ—Ⅱ分型面;若外周不允许有分型面痕迹,则应选择Ⅰ—Ⅰ作为分型面。
上述这些原则对分型面的选择无疑是重要的,但实际工作中,要全面满足上述原则是不太可能的,顾此失彼是常见的现象,此时就应在保证满足最重要的原则的前提下,尽量照顾到其他原则。如能与压铸件设计入员密切磋商并配合压铸件设计选择分型面,那将是再好不过的。
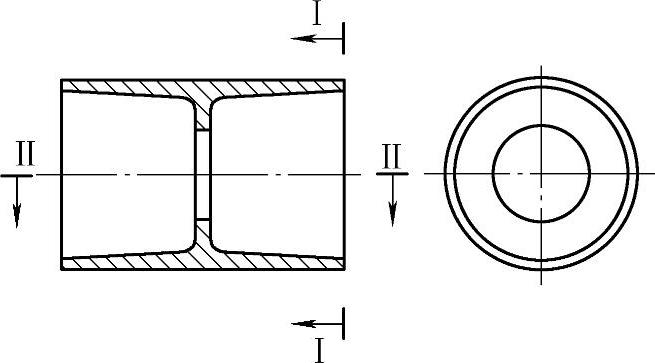
图5-21 考虑压铸件外观要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





