(1)持压时间 金属液充满型腔到凝固之前,增压比压持续的时间称为持压时间。持压时间的作用是使压射冲头有足够的时间将压力传给未凝固的金属,使之在压力下结晶,以便获得组织致密的压铸件。
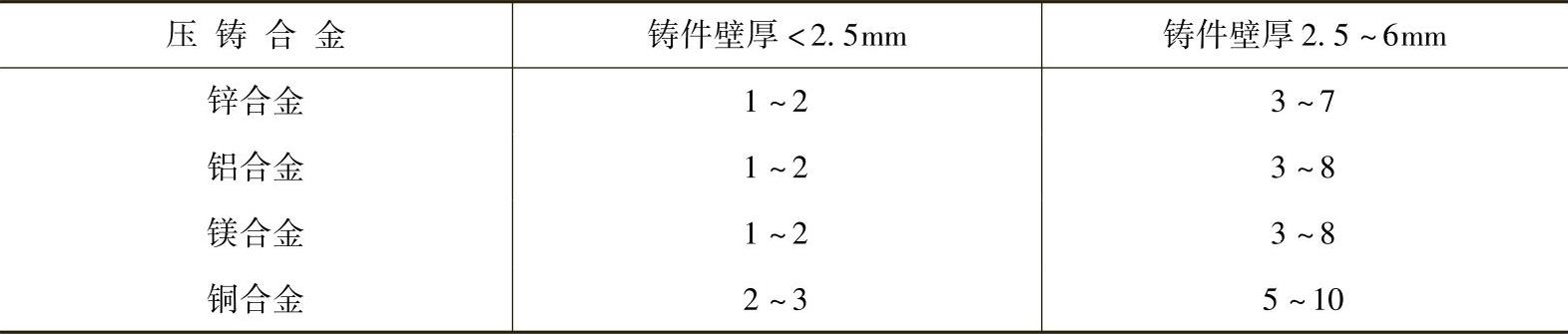
持压时间的长短取决于压铸件的材料和壁厚。对于熔点高、结晶温度范围大的厚壁压铸件,持压时间应长些;而对熔点低、结晶温度范围小的薄壁压铸件,持压时间可以短些。一般填充终了至完全凝固的时间很短,因此压射冲头持压时间仅需1~2s,对于结晶温度范围大和壁较厚的压铸件,持压时间应取得长些,如壁厚为2.5~6mm铜合金压铸件的持压时间应为5~10s。
有时压铸件在去除浇口后常常发现连接处有孔穴,这并不完全是由于内浇口位置设置不当而形成的气孔,而往往是由于持压时间不够,使未完全凝固的金属液回抽而形成的缩孔。这种现象对于壁厚而结晶范围大的压铸件特别严重。此外,如果持压时间不够,过早开模,则由于余料尚未凝固完毕,裹在余料中的气体因压力过大有可能发生爆炸。
生产中常用的持压时间见表4⁃10。
表4-10 生产中常用持压时间 (单位:s)
 (www.daowen.com)
(www.daowen.com)
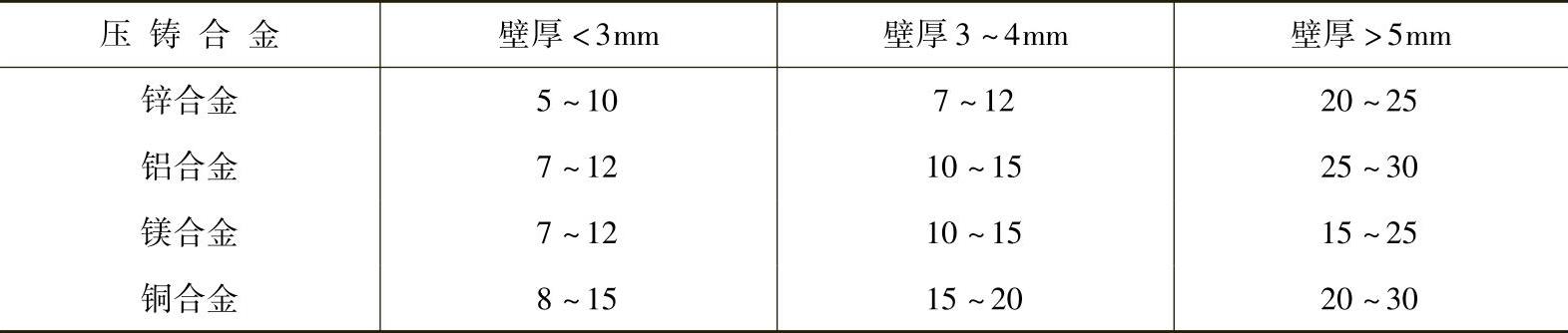
(2)留模时间 留模时间指持压时间终了到开模推出压铸件的时间,以推出压铸件不变形、不开裂的最短时间为宜。一般合金收缩率大、强度高、压铸件壁薄、模具热容量大、散热快,留模时间应短些,反之应长些。但留模时间过长会降低生产率,使脱模困难并由于合金的热脆性而引起裂纹。
各种合金常用的留模时间见表4⁃11。
表4-11 各种合金常用留模时间 (单位:s)
综上所述,压铸工艺参数中压力、速度、温度及时间的选择应遵循以下原则:结构复杂的厚壁压铸件压射力要大;结构复杂的薄壁压铸件压射速度要快,浇注温度和模具温度要高;形状一般的厚壁压铸件持压时间和留模时间要长。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





