(1)填充时间 金属液自开始进入型腔到填满所需的时间称为填充时间。填充时间取决于压铸件的体积和复杂程度,体积大而形状简单的,填充时间应长,体积小而形状复杂的,填充时间应短。如只要求压铸件表面粗糙度值低,则应快速填充,如只要求卷入压铸件内的气体少,则应慢速填充。不论合金的种类和压铸件的形状如何,填充时间都很短。
当压铸件体积确定后,填充时间与内浇口速度和内浇口截面积之乘积成反比。当用高的速度时,有可能因内浇口截面积很小而需要较长的填充时间。反之,当内浇口截面积较大时,即使用较低的速度,也能缩短填充时间。因此,不能孤立地说内浇口速度越大,其所需的填充时间越短。
选择内浇口截面积时,其厚度的选取必须合适。如果内浇口截面积较大但很薄,由于压铸时金属呈稠粘的“粥状”,粘度很大,因而通过薄的内浇口时的阻力很大,则将会延长填充时间。
过薄的内浇口不仅会使充填时间延长,而且会使压力头过多地损失而转变成热能,引起内浇口处局部过热,并可能造成粘模。
填充时间与压铸件平均壁厚及内浇口速度的关系见表4⁃6。
填充时间对压铸件质量的影响见图4⁃7。(www.daowen.com)
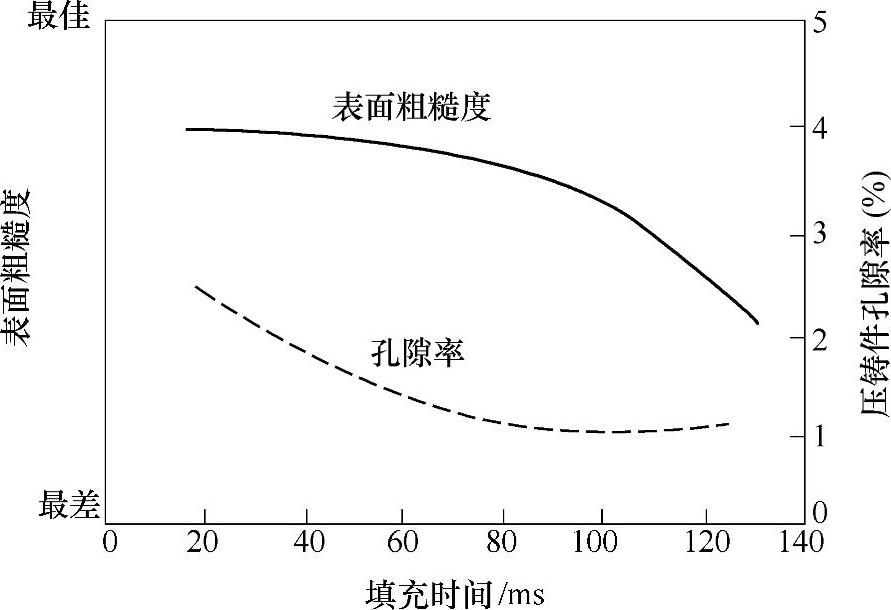
图4⁃7 填充时间对典型铝压铸件表面粗糙度和气孔率的影响
(2)增压建压时间 增压建压时间是指金属液在充模的增压阶段,从充满型腔的瞬时开始,至达到预定增压压力所需的时间,也即压射比压上升到增压比压所需的时间。从压铸工艺的角度来讲,所需的增压建压时间越短越好,但目前由于压铸机性能的限制,最短也需0.01~0.03s。
增压建压时间取决于型腔中金属液的凝固时间。凝固时间长的合金,增压建压时间可适当延长,但必须在内浇口凝固之前达到增压比压,否则合金已经凝固,压力无法传递,失去增压压实作用。因此,压铸机增压装置上增压建压时间的可调性是十分重要的。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





