【摘要】:压射速度是压室内压射冲头推动金属液的移动速度,即压铸机压射冲头的速度。压射速度分为低速和高速两个阶段。通过压铸机压射速度调节阀可实现无级调速。此压射速度为获得最佳质量的最低速度,一般压铸件可提高至1.2倍,对有较大镶件或大模压小件时可提高至1.5~2倍。表4-6 推荐的压铸件平均壁厚与填充时间、内浇口速度的关系注:1.压铸件平均壁厚b按下式计算:式中 b1、b2、b3、…
压射速度是压室内压射冲头推动金属液的移动速度,即压铸机压射冲头的速度。压射速度分为低速和高速两个阶段。通过压铸机压射速度调节阀可实现无级调速。
低速压射速度是指表4-1中压射的第一、二阶段,其作用是排出压室内的空气,将金属液推至压室前端并堆积在内浇口前沿。
低速压射速度根据浇注到压室内的金属量多少而定,见表4-5。
表4-5 低速压射速度的选择

高速压射速度是指表4⁃1中压射的第三阶段,使金属液通过内浇口充满整个型腔,出现压力峰使压铸件压实,消除或减少缩孔、缩松。
高速压射速度须由表4⁃6确定填充时间,然后按下式计算:

式中 vyh——高速压射速度(cm/s);
V——型腔容积(cm3);
n——型腔数;(https://www.daowen.com)
d——压射冲头直径(cm);
τ——填充时间(s)。
此压射速度为获得最佳质量的最低速度,一般压铸件可提高至1.2倍,对有较大镶件或大模压小件时可提高至1.5~2倍。
表4-6 推荐的压铸件平均壁厚与填充时间、内浇口速度的关系
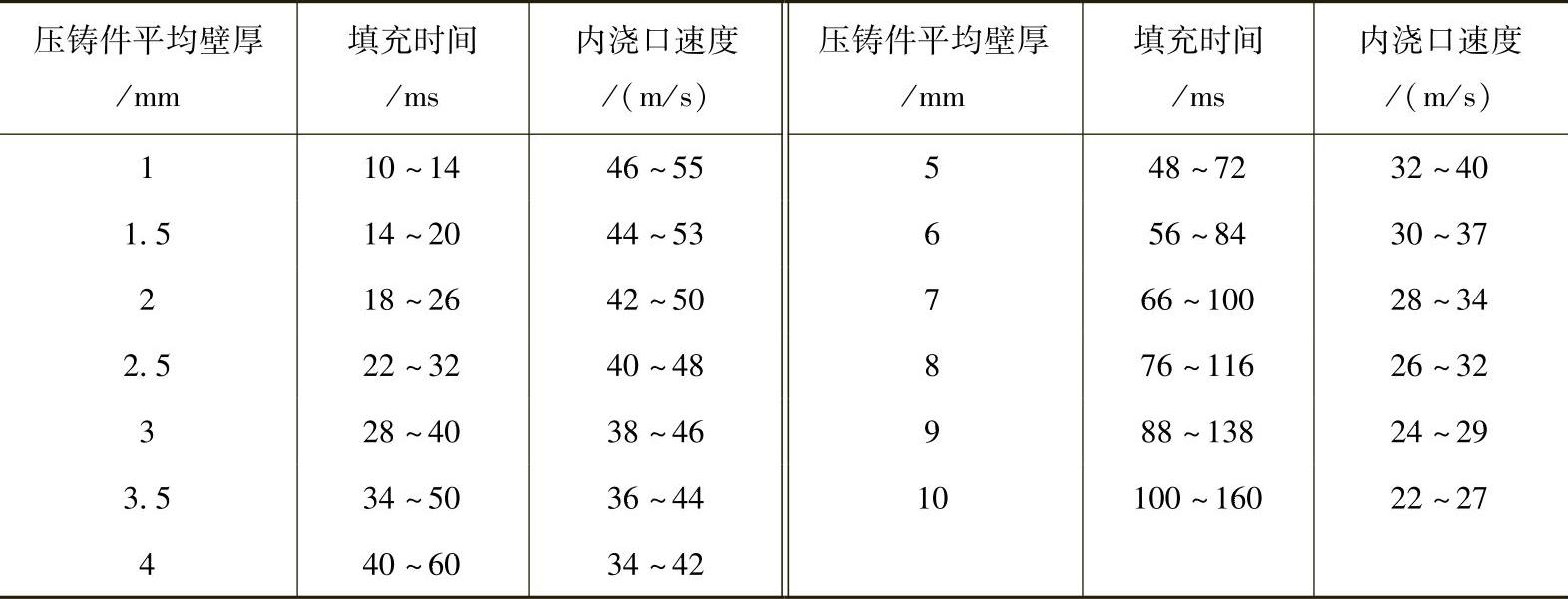
注:1.压铸件平均壁厚b按下式计算:

式中 b1、b2、b3、…——压铸件某个部位的壁厚(mm);
A1、A2、A3、…——壁厚为b1、b2、b3、…部位的面积(mm2)。
2.表中数值以铝合金为基础,也适用于其他合金,实际的填充时间以锌合金为最短,内浇口速度以镁合金为最高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






