【摘要】:压射比压是压室内金属液单位面积上所受的压力,即压铸机的压射力与压射冲头横断面面积之比。有增压机构时,增压后的比压称为增压比压,它决定了压铸件最终所受的压力和模具的胀型力。采用较高的压射比压还可获得较高的充填速度,保证金属液的流动性,相对降低浇注温度,有利于减少压铸件的缩孔和缩松,并可提高压铸模的寿命。但过高的压射比压会使压铸模受金属液强烈的冲刷并增加合金粘模的可能性,反而降低模具寿命。
压射比压是压室内金属液单位面积上所受的压力,即压铸机的压射力与压射冲头横断面面积之比。填充时的比压称为压射比压,用于克服浇口系统和型腔中的流动阻力,特别是内浇口的阻力,达到内浇口应具有的速度。有增压机构时,增压后的比压称为增压比压,它决定了压铸件最终所受的压力和模具的胀型力。
压射比压可按下式计算:
pb=4Fy/(πd2) (4⁃3)
式中 pb——压射比压(MPa);
Fy——压射力(N);
d——压射冲头直径(mm)。
压铸过程中采用较高的压射比压,除易得到轮廓清晰、外表光洁和尺寸精确,以及带有花纹、图案、文字等的压铸件外,还可改善压铸件的致密度,从而提高压铸件的抗拉强度和硬度。
采用较高的压射比压还可获得较高的充填速度,保证金属液的流动性,相对降低浇注温度,有利于减少压铸件的缩孔和缩松,并可提高压铸模的寿命。但过高的压射比压会使压铸模受金属液强烈的冲刷并增加合金粘模的可能性,反而降低模具寿命。
由式(4⁃3)可见,压射比压与压铸机的压射力成正比,与压射冲头直径的平方成反比,所以压射比压可通过调整压射力和冲头直径来实现。
选择压射比压时,应根据压铸件的形状、尺寸、复杂程度、壁厚、合金的特性、温度、浇口及排溢系统等确定,一般在保证压铸件成型和使用要求的前提下,选用较低的压射比压。(www.daowen.com)
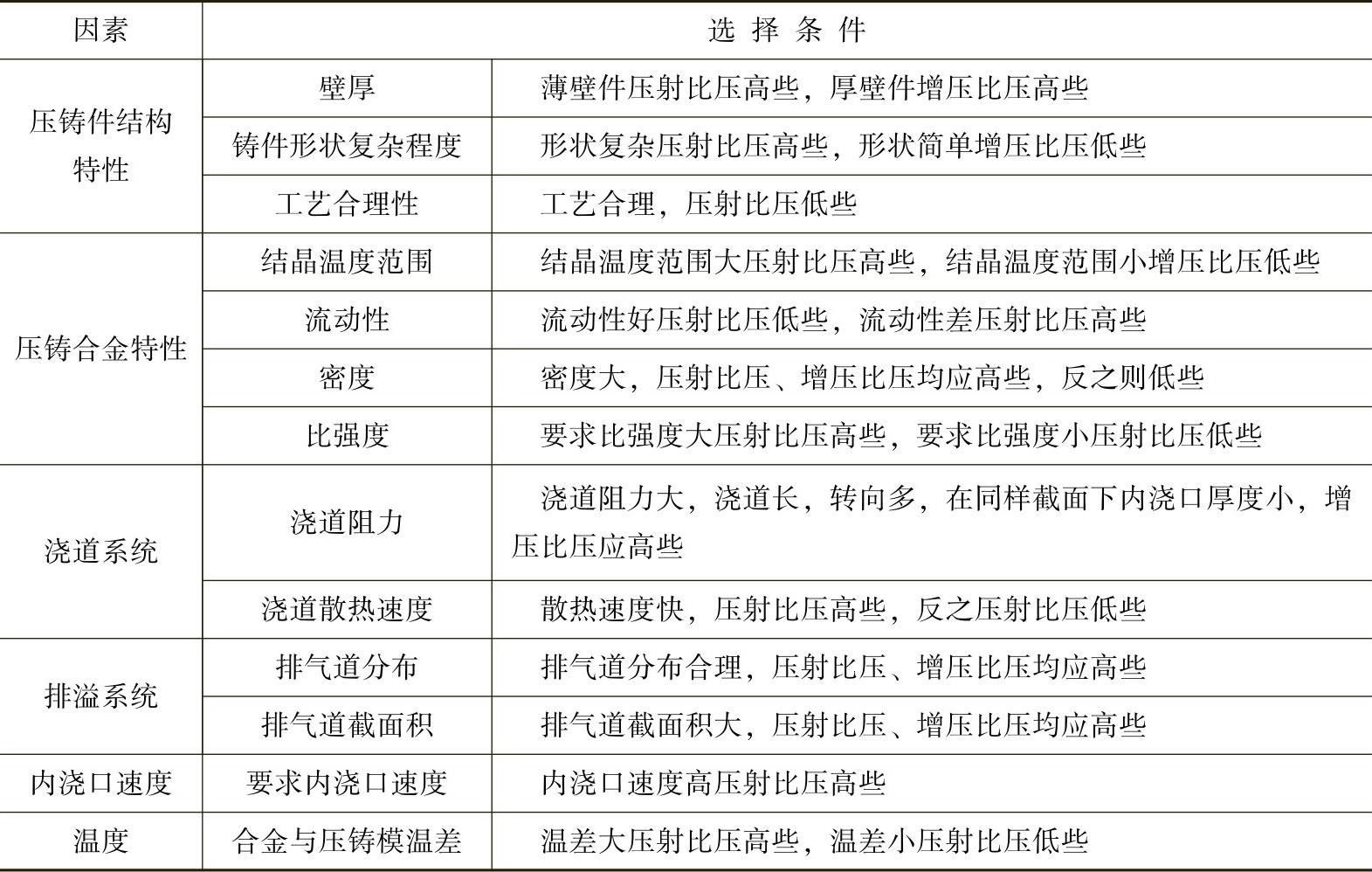
选择压射比压要考虑的主要因素见表4⁃2。
表4-2 选择压射比压要考虑的主要因素
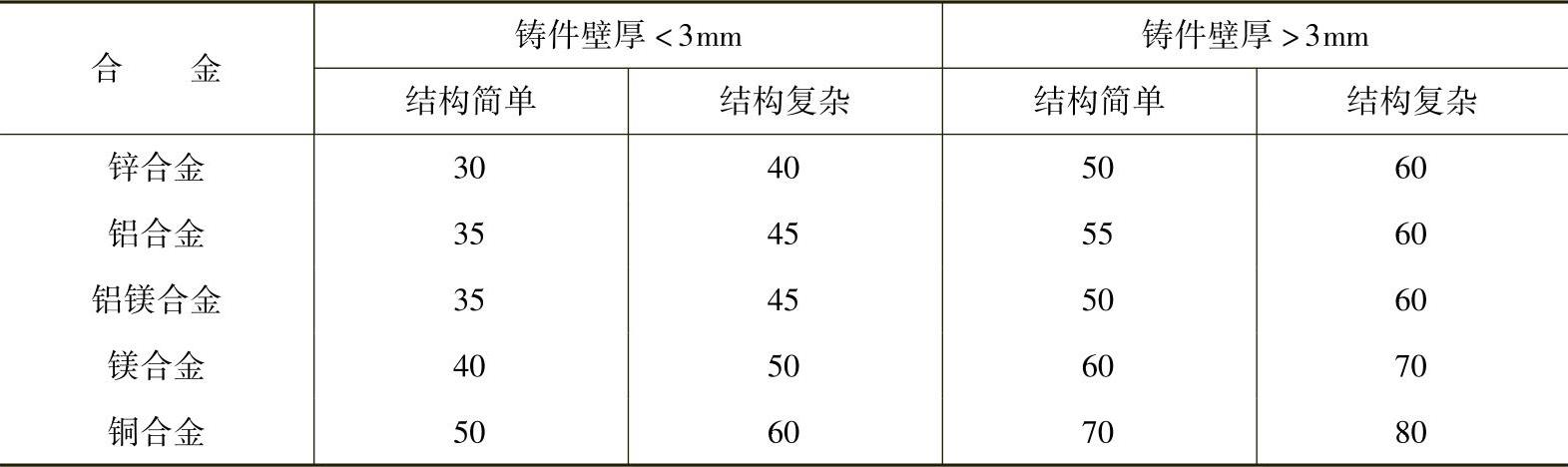
各种压铸合金选用的计算压射比压见表4⁃3。
表4-3 各种压铸合金选用的计算压射比压 (单位:MPa)
通常实际压射比压低于计算的压射比压,其压力损失折算系数K见表4⁃4。
表4-4 压力损失折算系数K

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用压铸模设计与制造的文章




