图3-17a为平板上有不连续侧壁的压铸件,因温差引起的收缩,截面削弱部位会发生变形。若在削弱部位的两侧面增加加强肋(图3-17b),若选择图3-17c的结构(但侧面需设置抽芯机构),或采用降低开口部位的高度,并增添两条横跨平板的加强肋的结构(图3-17d),均可提高开口部位的刚度,防止压铸件变形。
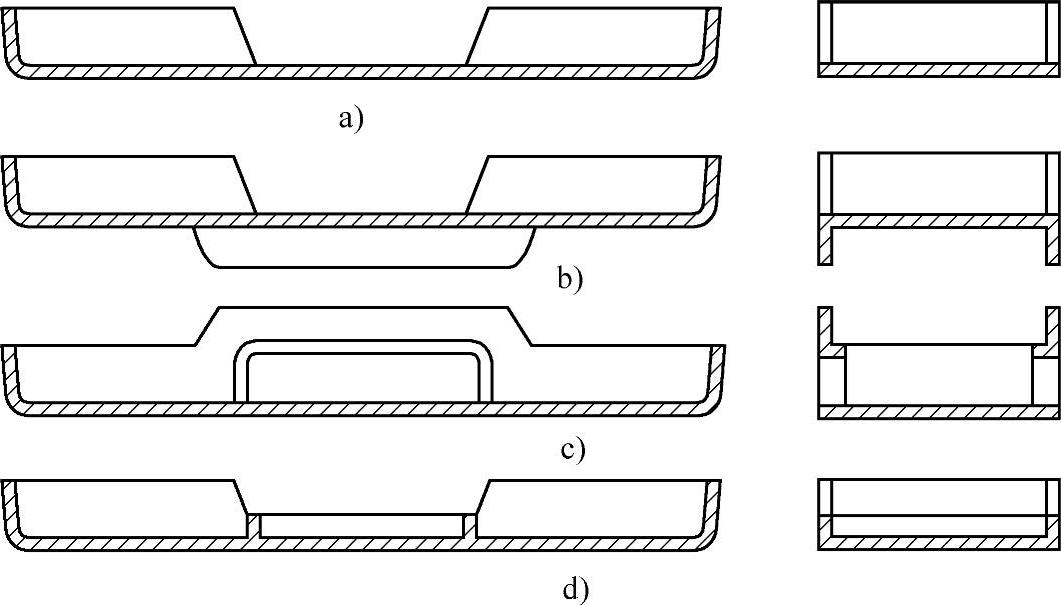
图3-17 压铸件结构与变形
图3-18为用弯曲壁补偿和降低残余应力,防止压铸件变形和裂纹的例子。盒形件内部的一直壁J(图3-18a),常因承受过大的应力而产生裂纹;若将直壁改成弯曲壁(图3-18b)后,弯曲壁能起到补偿作用,防止压铸件变形。
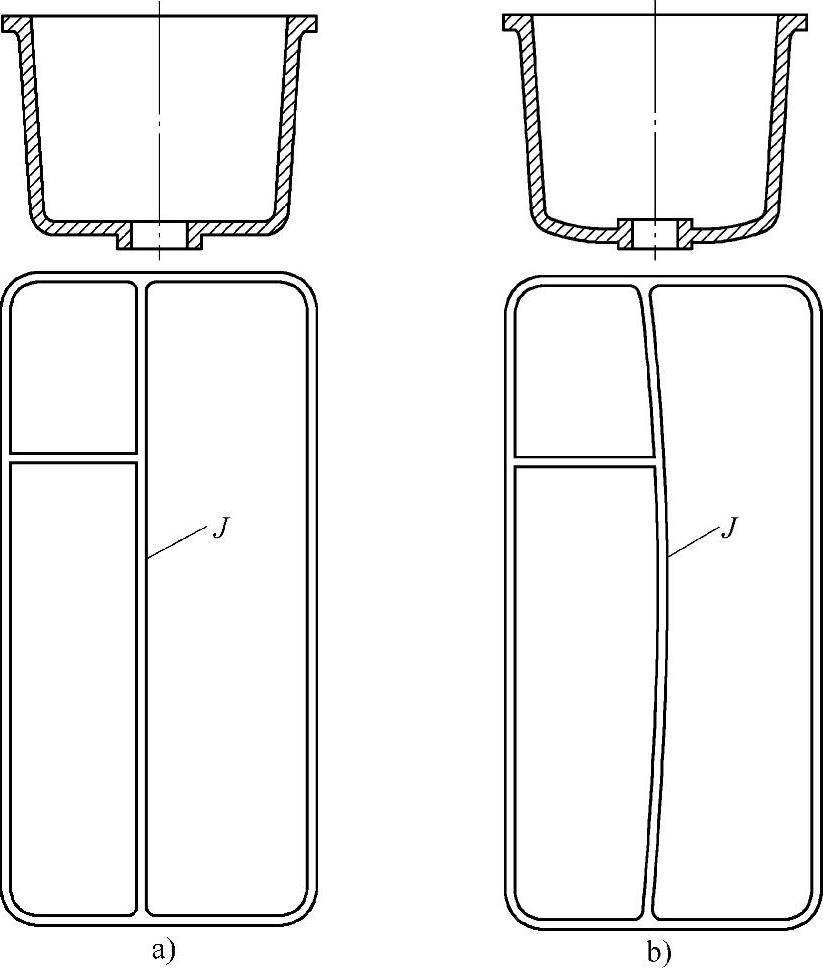
图3-18 防止压铸件变形的结构
5.铸入嵌件
压铸的另一个特点是可以方便地采用嵌件。这样既可以充分利用各种材料的特性,如强度、硬度、耐蚀性、耐磨性、导磁性、导电性、绝缘性等以满足不同场合的使用要求;还可以弥补因结构工艺性差而带来的缺点,如热节、内部疏松等,以及代替部分装配和解决具有特殊技术要求的压铸问题。
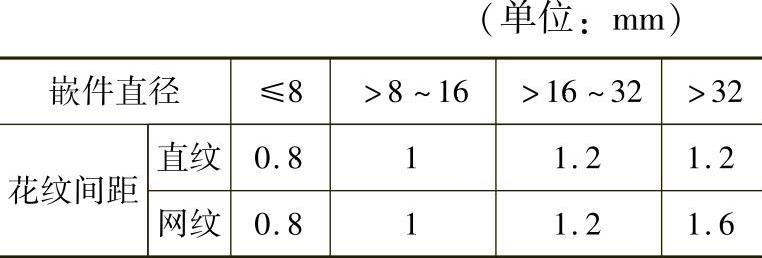
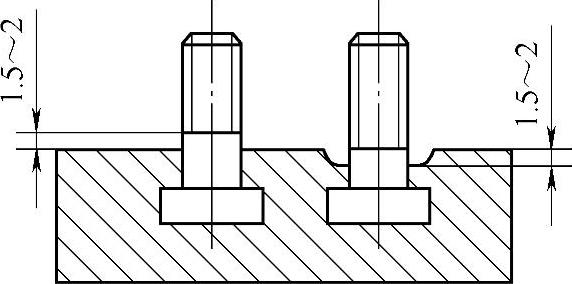
嵌件在压铸件内的连接必须稳固牢靠,不允许嵌件发生移动和旋转。为了加强嵌件与压铸金属之间的连接,嵌件上铸入压铸件的部分常制出直纹或斜纹滚花、凹槽或凸起。嵌件上凹槽和花纹尺寸分别见图3-19和表3-20。嵌件上有螺纹时,无螺纹部分应在压铸件外面留出1.5~2mm,否则在压铸时,螺纹部分易被金属液充满(图3-20)。
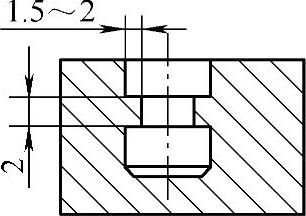
图3-19 镶嵌件上凹槽的尺寸
表3-20 镶嵌件滚花尺寸
 (www.daowen.com)
(www.daowen.com)
图3-20 镶嵌螺纹件的尺寸
为获得牢固的嵌接及防止裂纹,嵌件周围的金属壁厚不能过薄,其最小厚度可参照表3-21确定。
表3-21 包住镶嵌件的金属最小厚度 (单位:mm)

嵌件的材料根据需要而定,通常有金属和非金属(如皮革、胶木、硬纸等)之分。
采用铸入嵌件时还应注意以下几点:
1)嵌件与压铸件本体的金属之间不产生严重的电化学腐蚀,必要时嵌件外表可镀层。
2)嵌件不应离浇口太远,以免熔接不牢;如必须远离者,应适当提高浇注温度。
3)嵌件上不允许有尖角,尤其在压铸镁合金时,更应注意,以免压铸件在尖角处开裂。
4)有嵌件的压铸件应避免热处理,以免因两种合金的相变而产生不同的体积变化后,嵌件在压铸件内松动。
5)嵌件应能满足放入模具内的公差配合的要求。
6)嵌件应进行清理,去污秽,并预热,预热温度与模具温度相近。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






