【摘要】:除铜合金因收缩大,型芯取出困难,只能压铸外螺纹和压铸螺纹的预制孔外,其他合金的内、外螺纹都可以进行压铸。图3-5 螺纹牙形a)外螺纹牙形 b)内螺纹牙形压铸的螺纹与机械加工的螺纹相比,表层的耐磨性和耐压性好是其优点,但在尺寸精度、形状的完整性以及表面粗糙度方面都要差一些。压铸外螺纹的螺纹线起端和末端均应为整齐全扣,其螺纹高度是逐渐减小至与小径相交为止。
表3-17 压铸齿的最小模数

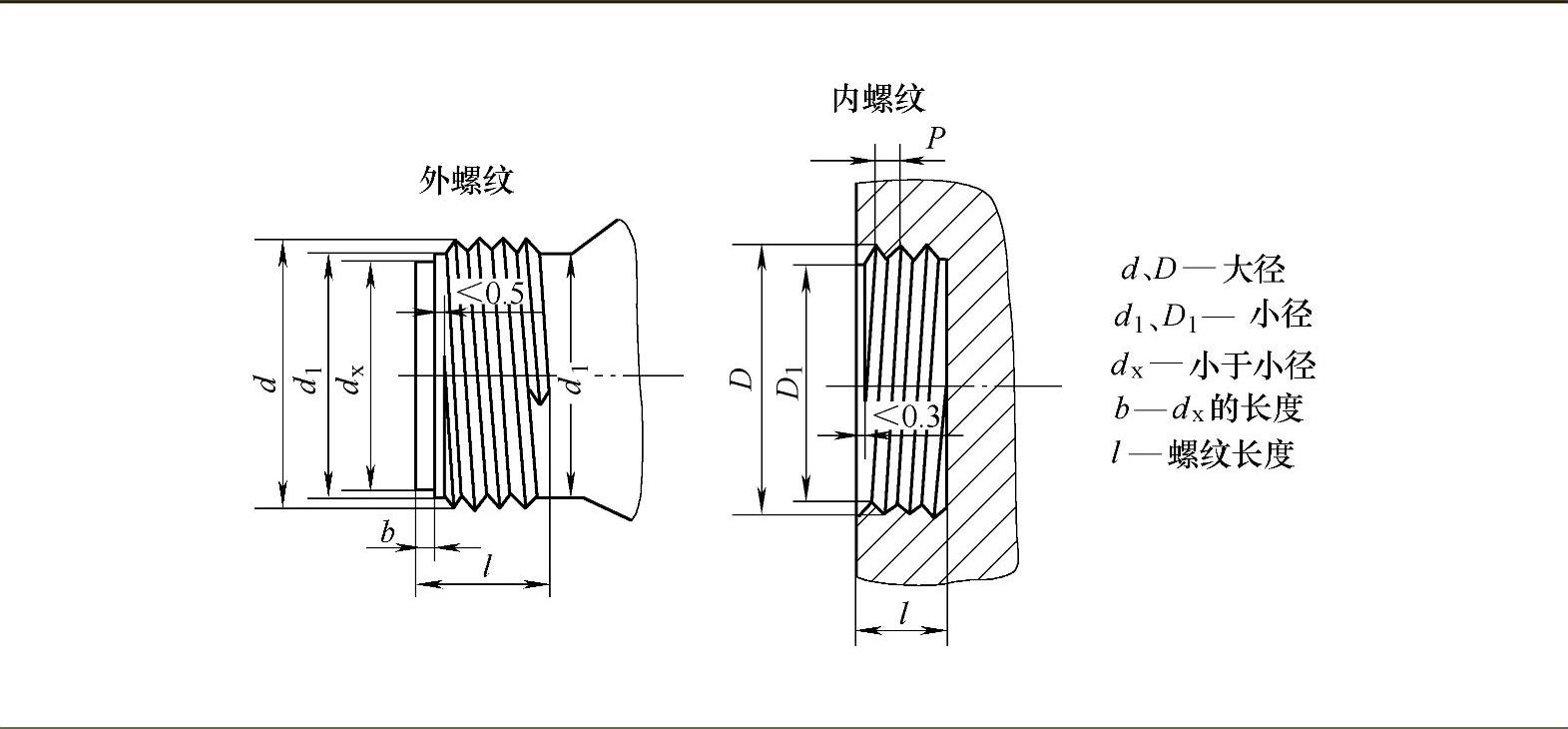
压铸的螺纹稍加修整,除去接缝和缺陷便可使用。除铜合金因收缩大,型芯取出困难,只能压铸外螺纹和压铸螺纹的预制孔外,其他合金的内、外螺纹都可以进行压铸。对于内螺纹的压铸,由于压铸件的收缩,在旋出螺纹型芯时,螺纹牙形上表面摩擦面过多,旋出十分困难,为了减少摩擦面,螺纹型芯只宜较短些,在轴向上还要带有一定的斜度,从而减少螺纹的工作长度。
压铸螺纹的牙形要避免有尖锐的形状,而应为圆头和平头的牙形,如图3-5所示。
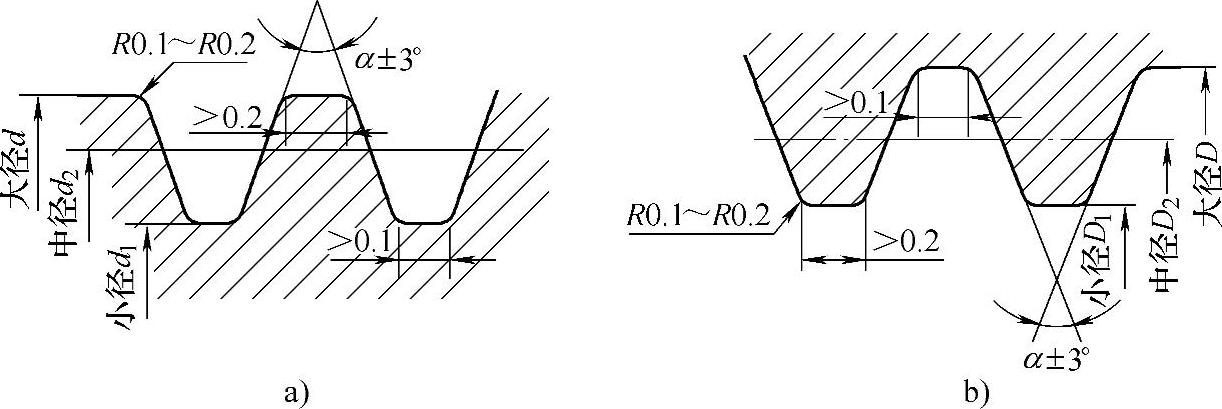
图3-5 螺纹牙形
a)外螺纹牙形 b)内螺纹牙形
压铸的螺纹与机械加工的螺纹相比,表层的耐磨性和耐压性好是其优点,但在尺寸精度、形状的完整性以及表面粗糙度方面都要差一些。当压铸的螺纹较长时,必须估计到因合金收缩引起螺距的累积误差,因此螺纹不应过长。(www.daowen.com)
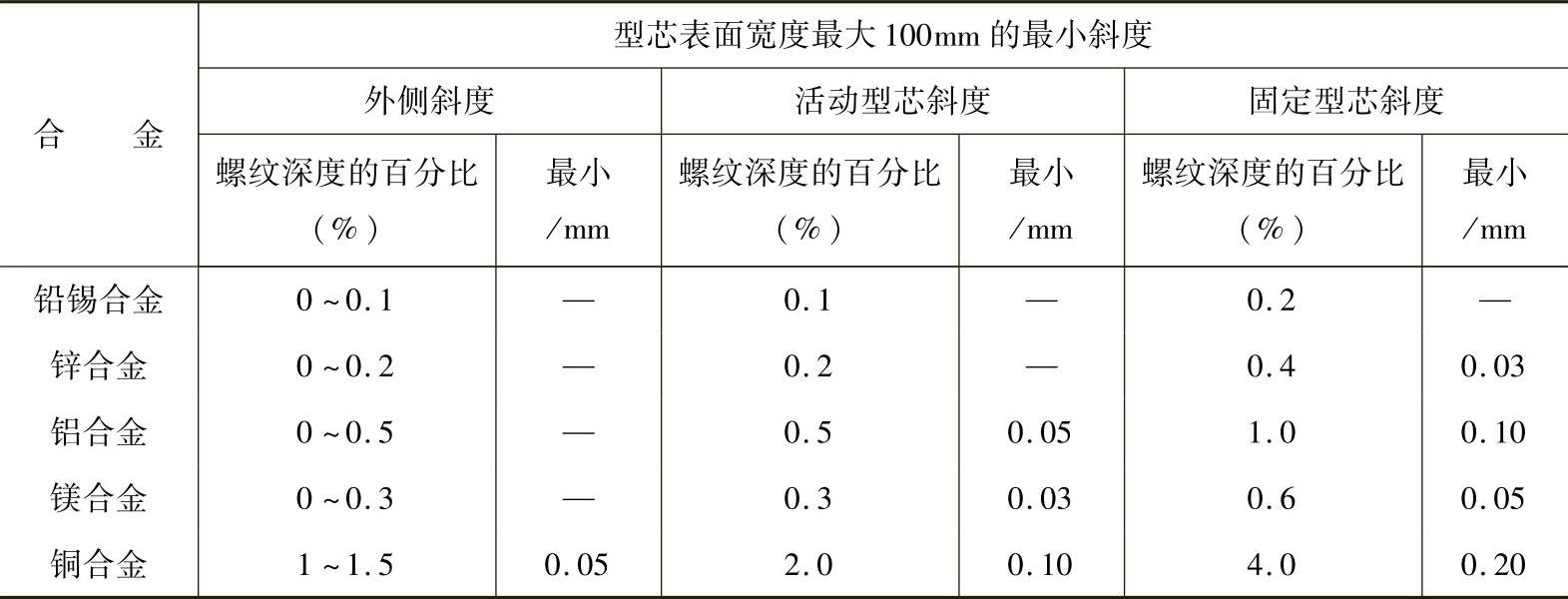
压铸螺纹的极限尺寸见表3-18,铸造斜度见表3-19。压铸外螺纹的螺纹线起端和末端均应为整齐全扣,其螺纹高度是逐渐减小至与小径相交为止。内螺纹的螺纹线起端为整齐全扣,内端则因螺纹型芯拧出之故,不再具有整齐全扣的末端。
表3-18 压铸螺纹的极限尺寸 (单位:mm)
(续)
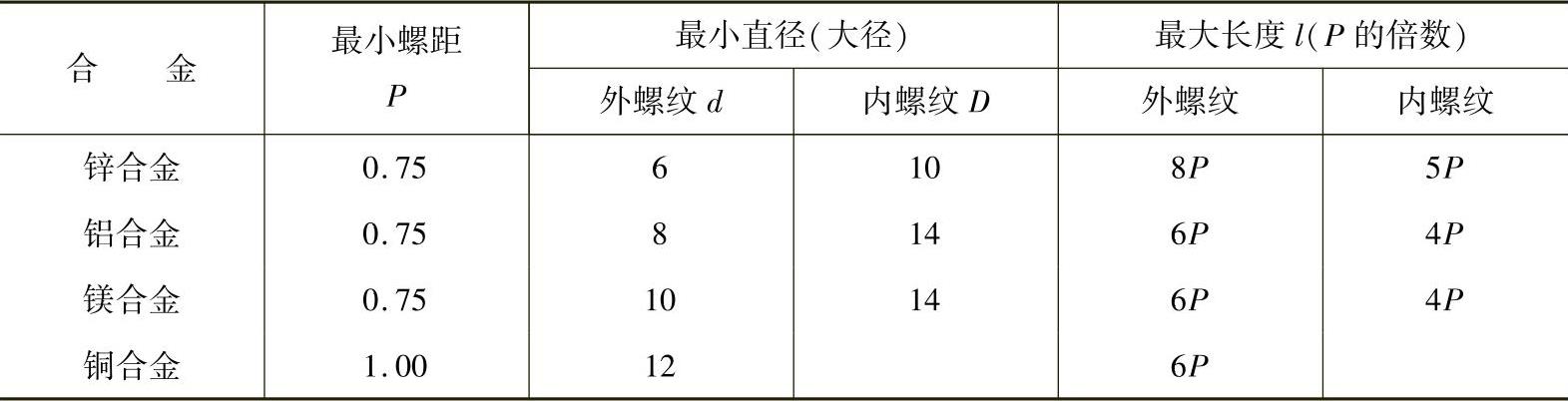
注:压铸内螺纹的直径不宜过大;外螺纹不是用螺纹型环时,其最大长度可加大。
表3-19 压铸螺纹的铸造斜度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关实用压铸模设计与制造的文章





