压铸件能达到的尺寸精度是比较高的,其稳定性也很好,基本上依压铸模制造精度而定。造成压铸件尺寸偏差的原因很多,其中有合金本身化学成分的偏差、工作环境温度的高低、金属收缩率的波动、开模和抽芯,以及推出机构运动状态的稳定程度、模具使用过程中磨损量引起的误差、压铸工艺参数的偏差、压铸机的精度和刚度引起的误差、模具的修理次数及其使用期限等。而这些原因又互相交织在一起,彼此影响。例如,合金收缩率就因压铸件的形状、压铸工艺参数、合金种类、压铸件的壁厚而不同。因此,要在研究上述这些条件与收缩率关系的基础上,才能设计出符合实际情况的收缩率。
(1)长度尺寸 压铸件基本尺寸公差等级见表3-1。尺寸公差带的位置如下:
1)不加工的配合尺寸,孔取正(+),轴取负(-)。
表3-1 压铸件基本尺寸公差等级(GB/T 6414—1999)

2)待加工的尺寸,孔取负(-),轴取正(+);或孔与轴均取双向偏差(±),但其偏差值为CT6级精度公差值的1/2。
3)非配合尺寸,根据压铸件结构的需要,确定公差带位置取单向或双向,必要时调整公称尺寸。
压铸件受分型面或压铸模活动部分影响的尺寸,应按表3-2规定在基本尺寸公差上再加附加公差。附加公差是增量还是减量,取决于基本尺寸本身受上述两种因素影响的变化情况。
(2)壁厚、肋厚、法兰或凸缘厚度等尺寸 壁厚、肋厚、法兰或凸缘厚度等尺寸公差按表3-3选取。
(3)圆角半径尺寸 圆角半径尺寸公差按表3-4选取。
表3-2 基本尺寸受分型面和压铸模活动部分影响的附加公差 (单位:mm)
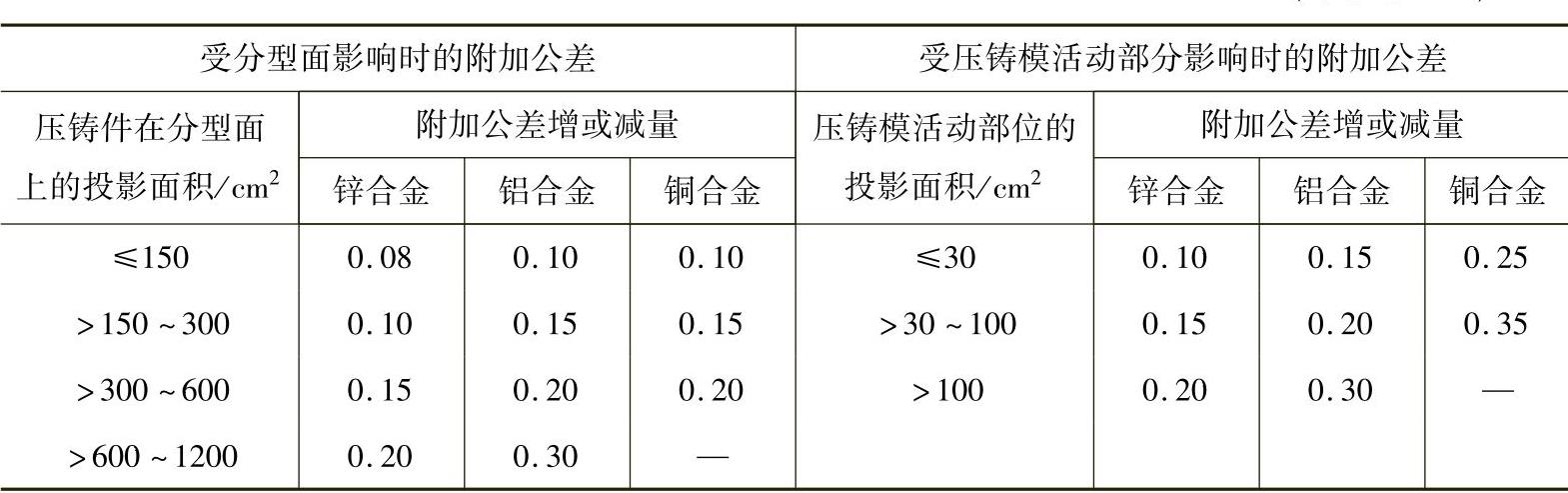
注:一模多腔时,压铸件分型面上的投影面积为各压铸件投影面积之和。(https://www.daowen.com)
表3-3 厚度尺寸公差 (单位:mm)

表3-4 圆角半径尺寸的公差 (单位:mm)

(4)角度和锥度尺寸 自由角度和自由锥度尺寸公差按表3-5选取。锥度公差按锥体母线长度决定,角度公差按角度短边长度决定。
表3-5 自由角度和自由锥度公差
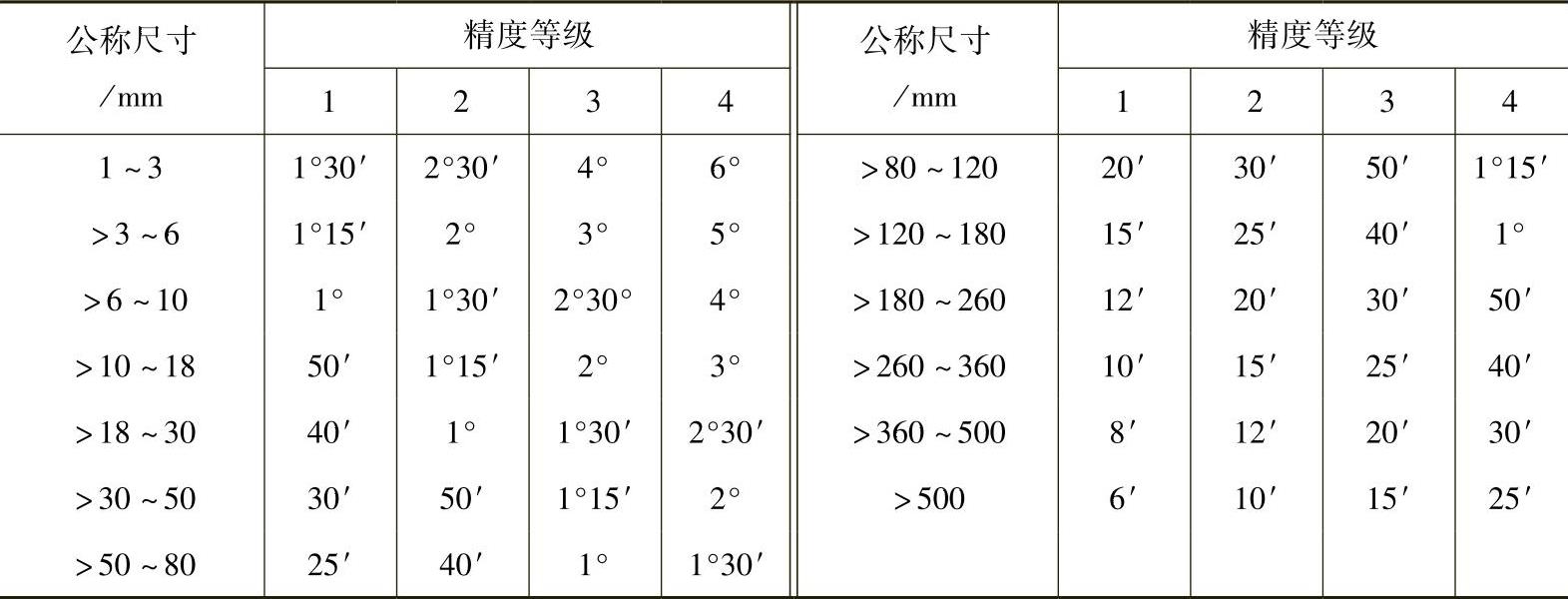
注:1.一般按3级精度选取;在特殊情况下,可选用2级精度。
2.受分型面及模具活动部分影响的和压铸件变形大的角度、加强肋的角度应选用4级精度。
(5)孔中心距尺寸 孔中心距尺寸公差按表3-6选取。若受模具分型面和活动部分影响,在基本尺寸公差上也应加附加公差。
表3-6 孔中心距尺寸公差 (单位:mm)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







