Step1.选择下拉菜单

 命令,系统弹出“串连选项”对话框。
命令,系统弹出“串连选项”对话框。
Step2.设置加工区域。在图形区中选取图2.10所示的边线,系统自动选取图2.11所示的边链。单击 按钮,完成加工区域的设置,同时系统弹出“2D刀具路径-2D挖槽”对话框,在该对话框中选择
按钮,完成加工区域的设置,同时系统弹出“2D刀具路径-2D挖槽”对话框,在该对话框中选择 选项。
选项。
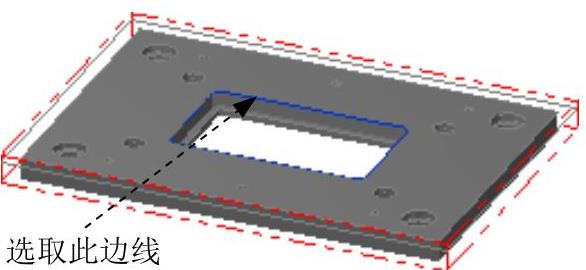
图2.10 选取区域
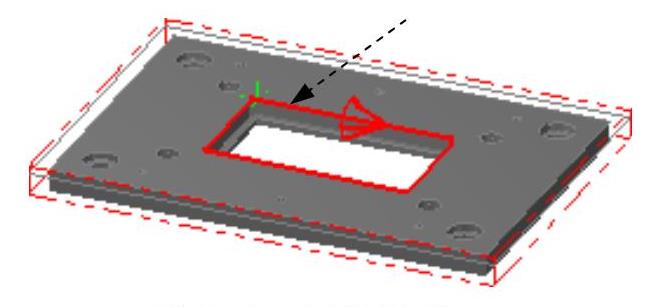
图2.11 定义区域
Step3.确定刀具类型。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点,切换到“刀具参数”界面;单击
节点,切换到“刀具参数”界面;单击 按钮,系统弹出“刀具过滤列表设置”对话框。单击
按钮,系统弹出“刀具过滤列表设置”对话框。单击 区域中的
区域中的 按钮后,在刀具类型按钮群中单击
按钮后,在刀具类型按钮群中单击 (平底刀)按钮。单击
(平底刀)按钮。单击 按钮,关闭“刀具过滤列表设置”对话框,系统返回至“2D刀具路径-2D挖槽”对话框。
按钮,关闭“刀具过滤列表设置”对话框,系统返回至“2D刀具路径-2D挖槽”对话框。
Step4.选择刀具。在“2D刀具路径-2D挖槽”对话框中单击 按钮,系统弹出“选择刀具”对话框,在该对话框的列表框中选择
按钮,系统弹出“选择刀具”对话框,在该对话框的列表框中选择 刀具。单击
刀具。单击 按钮,关闭“选择刀具”对话框,系统返回至“2D刀具路径-2D挖槽”对话框。
按钮,关闭“选择刀具”对话框,系统返回至“2D刀具路径-2D挖槽”对话框。
Step5.设置刀具参数。
(1)完成上步操作后,在“2D刀具路径-2D挖槽”对话框的刀具列表中双击该刀具,系统弹出“定义刀具-机床群组-1”对话框。
(2)设置刀具号码。在“定义刀具-机床群组-1”对话框的 文本框中,将原有的数值改为2。
文本框中,将原有的数值改为2。
(3)设置刀具的加工参数。单击“定义刀具-机床群组-1”对话框中的 选项卡,在
选项卡,在 文本框中输入值300.0,在
文本框中输入值300.0,在 文本框中输入值150.0,在
文本框中输入值150.0,在 文本框中输入值500.0,在
文本框中输入值500.0,在 文本框中输入值1200.0。(www.daowen.com)
文本框中输入值1200.0。(www.daowen.com)
(4)设置冷却方式。在 选项卡中单击
选项卡中单击 按钮,系统弹出“Coolant…”对话框,在
按钮,系统弹出“Coolant…”对话框,在 (切削液)下拉列表中选择
(切削液)下拉列表中选择 选项。单击该对话框中的
选项。单击该对话框中的 按钮,关闭“Coolant…”对话框。
按钮,关闭“Coolant…”对话框。
Step6.单击“定义刀具-机床群组-1”对话框中的 按钮,完成刀具参数的设置,系统返回至“2D刀具路径-2D挖槽”对话框。
按钮,完成刀具参数的设置,系统返回至“2D刀具路径-2D挖槽”对话框。
Step7.设置切削参数。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点,在
节点,在 文本框中输入值0.5,在
文本框中输入值0.5,在 文本框中输入值0.5。
文本框中输入值0.5。
Step8.设置粗加工参数。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点,在
节点,在 区域中选择
区域中选择 选项,其他参数采用系统默认设置值。
选项,其他参数采用系统默认设置值。
Step9.设置粗加工进刀模式。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点下的
节点下的 节点,选中
节点,选中 单选项,在
单选项,在 文本框中输入值100,其他参数采用系统默认设置值。
文本框中输入值100,其他参数采用系统默认设置值。
Step10.设置精加工参数。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点,取消选中
节点,取消选中 复选框。
复选框。
Step11.在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 下的
下的 节点,然后选中
节点,然后选中 复选框,在
复选框,在 文本框中输入值2,在
文本框中输入值2,在 文本框中输入值0,在
文本框中输入值0,在 文本框中输入值1,完成Z轴切削分层铣削参数的设置。
文本框中输入值1,完成Z轴切削分层铣削参数的设置。
Step12.设置共同参数。在“2D刀具路径-2D挖槽”对话框的左侧节点列表中单击 节点,在
节点,在 文本框中输入值1,在
文本框中输入值1,在 文本框中输入值-10,完成共同参数的设置。
文本框中输入值-10,完成共同参数的设置。
Step13.单击“2D刀具路径-2D挖槽”对话框中的 按钮,完成加工参数的设置,此时系统将自动生成图2.12所示的刀具路径。
按钮,完成加工参数的设置,此时系统将自动生成图2.12所示的刀具路径。
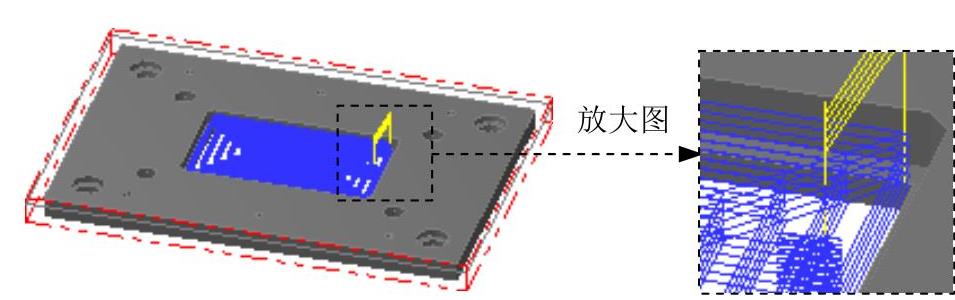
图2.12 刀具路径
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





