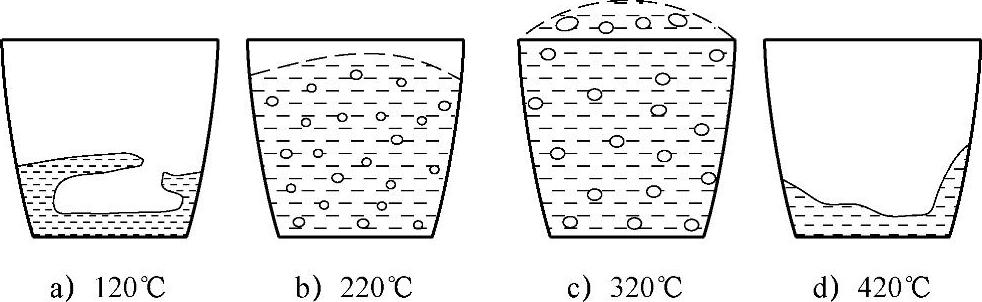
多年来,水玻璃旧砂的再生一直被认为是很困难的事。其主要原因在于水玻璃旧砂砂粒上的残留粘结剂膜在高温浇注后不能燃烧分解,而是形成一种低熔点的硅酸钠胶牢固地粘附在砂粒表面,这种硅酸钠胶不能靠加水或其他溶剂、或化合物,使其恢复粘结性能,而是必须尽最大可能予以去除,如果选择当前国内外广泛采用的旧砂再生方法之一的干法再生(对旧砂粒进行机械碰撞、摩擦处理)用来再生水玻璃旧砂,其脱膜效率低,一般只能除去残留的水玻璃膜的10%~30%,即使经过极长时间的摩擦,其脱膜率也不会超过50%,但此时机件磨损过度,砂粒破碎率过高,动力消耗也太大,所以延长摩擦时间并不可取。为了较全面了解水玻璃在不同温度下的变化,也为了提高水玻璃旧砂的除(脱)膜效率,有的研究者曾将酯硬化的水玻璃粘结剂放入小坩埚内,分别在120℃、220℃、320℃、420℃、520℃、620℃下加热保温、观察小坩埚中水玻璃粘结剂的变化。结果发现,经不同温度加热保温20min后的水玻璃粘结剂有不同的变化,如图6-22所示。
经120℃加热后的水玻璃粘结剂与未加热的类似,即变化不大,仍具有弹塑性;经220℃、320℃加热后的水玻璃粘结剂,其体积明显膨胀,变成了“多孔海绵状”结构的白色物质,这可能是粘结剂中的结晶水或有机物受热气化所致;当加热温度大于420℃后(420℃、520℃、620℃),水玻璃粘结剂变成了玻璃状物质,其颜色由420℃的褐黑色变为620℃的灰白色。可知,受热温度不同的水玻璃旧砂,其再生难易程度将不同。采用干法再生时,受热220℃以下或420℃以上的水玻璃旧砂都具有较大的再生脱膜难度。因此,有建议将旧砂预热到300℃上下,使砂粒上的水玻璃膜具有一定脆性,再进行机械摩擦,可提高干法再生的除膜效果。据说其除膜率可提高到50%以上,甚至达到60%;同时,加热可使水玻璃旧砂砂粒表面上的残留的高模数水玻璃粘结剂、盐、酯等中的盐、酯或分解或被烧毁掉,这样,再生后的水玻璃砂再加入水玻璃和有机酯重新配制型砂时,有可能不使用特低模数水玻璃也能保持有合适的可使用时间和较好的强度。当然,加热又会增加旧砂再生的能耗和成本,再生后对再生砂的冷却也需要增加设备和能源消耗。
 (www.daowen.com)
(www.daowen.com)
图6-22 酯硬化水玻璃粘结剂(膜),经不同温度加热后的变化示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





