(1)壳法覆膜砂旧砂通常不可不采用热法再生 目前,国产的离心撞击机械冲击式、振动摩擦式、气流冲击式等干法再生装置,基本可以满足像呋喃树脂自硬砂等表面树脂膜呈脆性的树脂旧砂的再生回用要求,而像覆膜砂旧砂的树脂粘结剂膜靠干法再生很难去掉砂粒上的粘结剂膜,通常只能采用热法再生。热法再生的基本原理,是利用旧砂预处理和沸腾式热法再生炉设备,首先对旧砂进行振动破碎和磁分离,然后在沸腾式再生炉中焙烧,出砂后再经保温、冷却、筛分即可回用。其工艺流程是:落砂→磁选→破碎→筛分→磁选→热法再生→去除微粉→冷却→储存。
覆膜砂用原砂一般用质量要求较高的硅砂;对高精度的铸件,常要采用价格相当高的锆砂。用再生砂替代新砂,不仅节约原砂资源,降低生产成本,减少旧砂排放堆放场地,减少其对环境造成的污染和引起的公害,而且有利稳定铸件的质量,降低铸件的废品率。表6-2和表6-3是用沸腾炉燃烧法获得的再生砂和所用新砂的对比,以及配制成覆膜砂的部分性能对比。从表6-2可以看出,旧砂再生后,其粒形比新砂更趋圆整;粒度集中度增加;发气量、线膨胀率降低。
取新砂、再生砂制成的覆膜砂测试其热拉强度、冷拉强度和发气量,从表6-3可以看出,100%再生覆膜砂的强度比新砂提高约30%以上,发气量也降低30%以上。因此,一般应对其旧砂进行再生。尽管热法再生要消耗能源,处理成本也偏高,导致当前我国采用覆膜砂生产铸件的工厂多将其扔掉,但从节约资源、提高铸件质量、避免造成环境污染、防止公害来说,都必须再生,最好由覆膜砂生产厂将覆膜砂旧砂集中起来进行热法再生,体现循环经济,既为企业增加效益,也为人民造福。
表6-2 再生砂和新砂性能指标的比较

表6-3 不同比例再生砂含量覆膜砂的性能

(2)壳法覆膜砂旧砂热法再生时,其温度不宜太低,加热时间不宜太短 为了燃烧掉砂粒表面的残留有机物并取得好的效果,人们曾对热法再生理论进行了试验研究。实践表明,加热温度和加热时间是影响覆膜砂旧砂热法再生的两个重要因素。加热温度主要取决于旧砂粘结剂成分的分解温度和燃烧温度的高低。例如树脂在300℃时开始强烈的燃烧,而到800~1000℃时达到完全燃烧。从对硅砂本身的相态、热膨胀率,破碎率等方面进行的试验研究看,如图6-2及图6-3所示,由于硅砂的相态变化,其热膨胀率和破碎率在800℃时最低。因此,为了彻底去除那些有机残留物,获得热性能好的再生砂,通常把需要再生的旧砂加热到750~900℃,在此温度范围内,所有碳素物质就会全部烧成灰。因此这是目前各种热法再生装置广泛采用的温度范围。
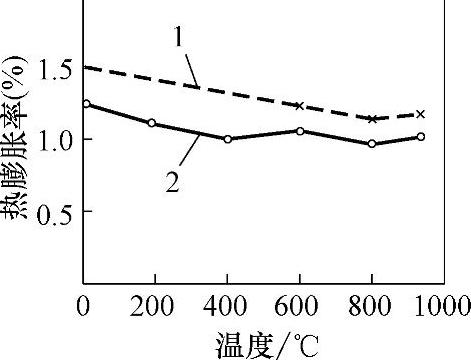
图6-2 硅砂的热膨胀率
1—100目硅砂 2—48目硅砂
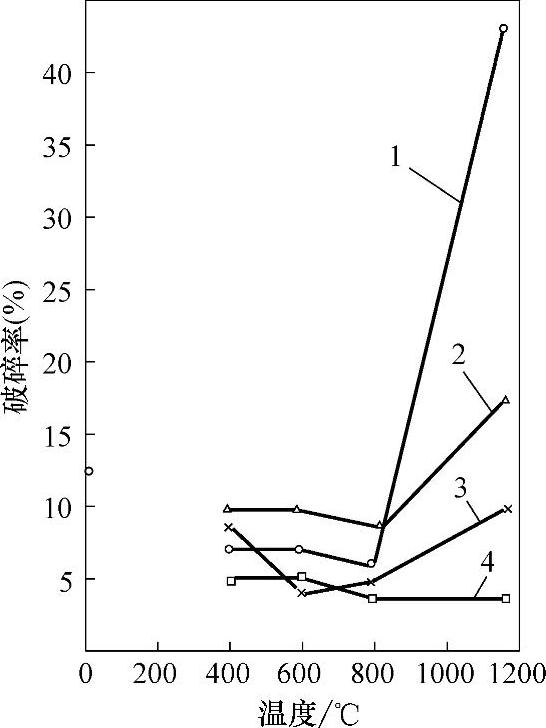
图6-3 硅砂的破碎率
1—48目硅砂 2—65目硅砂 3—100目硅砂 4—150目硅砂
关于加热时间的长短,需要考虑两个因素。一是砂块的大小;二是完全燃烧各种有机物需要的时间。根据试验,不同砂块的加热时间和加热温度之间的关系如图6-4所示。由图可见,10mm、15mm及30mm的砂块,加热到800℃需要的加热时间分别为40s、60s、150s。这样由于高温热交换特性,使砂块得到破碎。可见这个时间并不长。一般壳型砂中的有机残留物要得到完全燃烧,必须在800℃氧化的气氛中加热10~15min,而在实际应用中,壳型砂旧砂砂粒在800℃氧化的气氛中至少应保温20min,这样,砂子表面会由呈现黑色、浅黑色流质玻璃状全部变为砂子原色。
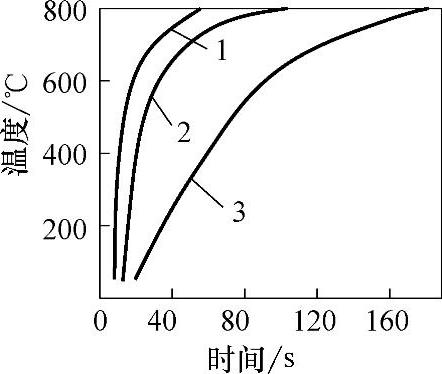
图6-4 不同砂块加热时间和加热温度之间的关系
1—ϕ10mm砂块 2—ϕ15mm砂块3—ϕ30mm砂块
(3)为确保某些合金铸件的质量,树脂砂中氮含量不能高。如拟用热法再生去除树脂再生砂例如脲呋喃树脂砂中的氮,其在高温保持的时间不宜太短 用树脂砂生产某些合金铸件时,对砂中氮含量要求较严格,例如有要求树脂砂中氮的允许含量为0.01%~0.02%,否则铸件易产生皮下气孔(氮气孔、针孔)。(www.daowen.com)
树脂砂中残留氮含量与旧砂的灼烧减量有关,几乎成正比关系(见图6-5)。旧砂中残留氮含量,开始时随自硬砂反复回用次数的增加而增加,不久即达到饱和稳定状态(如图6-6所示)。从图6-6所示可看出,高呋喃树脂砂残留氮含量少,低呋喃树脂砂残余氮含量最高,其氮含量随其树脂中脲醛含量的增加而增大;酚醛尿烷树脂砂残留氮含量则随聚异氰酸酯加入量增加而增大。为了有效的去除氮,根据试验,将氮含量为0.27%的脲呋喃树脂砂加热不同时间,所得的结果列于表6-4。可见,温度要求达到800℃,加热时间需超过15min以至45min。因此,通常热法再生脲呋喃树脂旧砂时,为去除其中的氮,需要在800℃温度下,约加热15~45min。
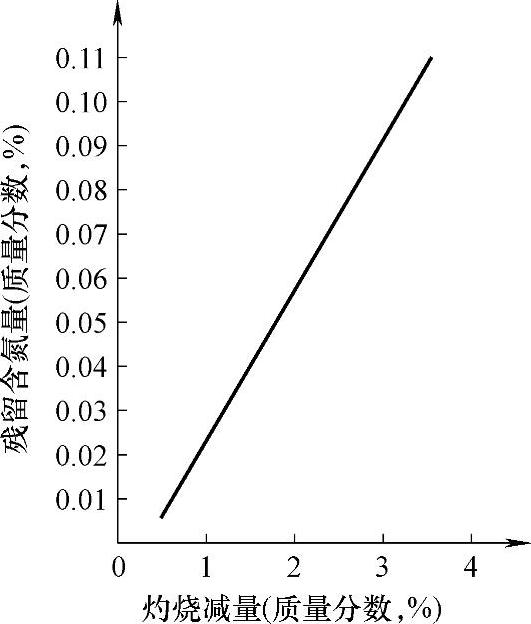
图6-5 反复回用的旧砂灼烧减量与残留氮含量关系
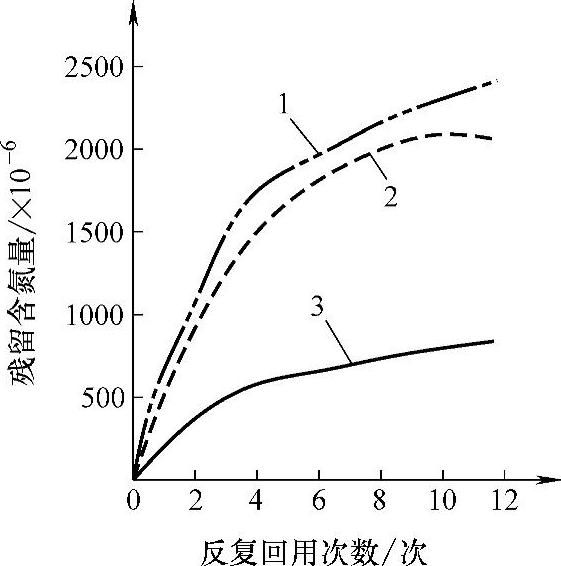
图6-6 树脂自硬砂旧砂中残留氮含量与反复回用次数的关系
1—低呋喃树脂砂 2—酚醛尿烷树脂砂 3—高呋喃树脂砂
表6-4 脲呋喃树脂砂中经加热后保留的氮含量(%)

(4)当拟选用热法再生时,不可不知它的一些装置;生产上多采用沸腾炉,其原因不可不究 热法再生机,按其结构形式主要可分为两种类型:加热炉式与沸腾式。前者应用的有双搅拌器加热炉(焙烧炉)(见图6-7)、回转炉(见图6-8a)、竖炉(见图6-8b)等,后者为沸腾式,有立式、水平式之分。目前应用较广泛的是沸腾式。因为它和回转炉、竖炉、双搅拌器加热炉等比较起来,具有热效率高,旧砂砂粒在沸腾过程中有相互摩擦的作用,再生砂质量好,维修工作量小等优点。图6-9所示是我国开发出的一种覆膜砂沸腾式热法再生机原理图。旧砂被均匀加入再生炉,经分砂器12呈均匀雨淋式下落,旧砂和上升的热气流进行逆流热交换而被预热,然后经挡砂板11落入沸腾室。混合室10内的高温气体经沸腾板8上的喷嘴吹入沸腾室,砂子呈流态,热气流使包覆在砂粒表面的树脂膜燃烧,达到旧砂再生的目的。在沸腾室中,由于旧砂在上、下隔板5、7之间产生从加料端向出料端的运动,运动路线呈M形,延长了旧砂在再生炉内的停留时间,树脂膜被充分燃烧,同时砂粒间相互冲击和搓擦,进一步增强了旧砂再生的效果,最后再生砂从卸料口卸出,微粉经除尘管路由除尘器收集。这样的再生砂和新砂相比,砂粒更趋圆整,粒度分布更均匀,并且具有较低的热膨胀量和发气量。这些都有助稳定铸件质量,减少铸件的废品率。
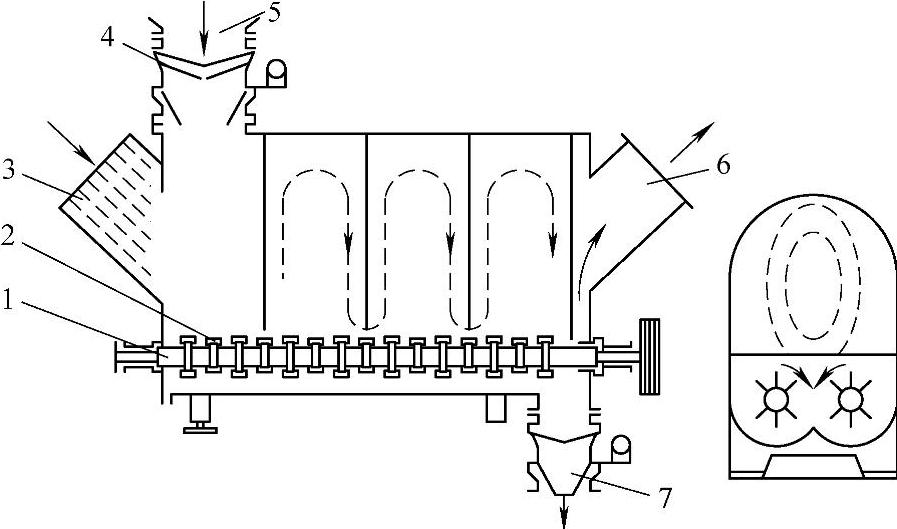
图6-7 双搅拌器加热炉示意图
1—双轴回转搅拌器 2—叶片 3—高温气入口 4—双摆式闸门 5—加料口 6—排气口 7—卸料口
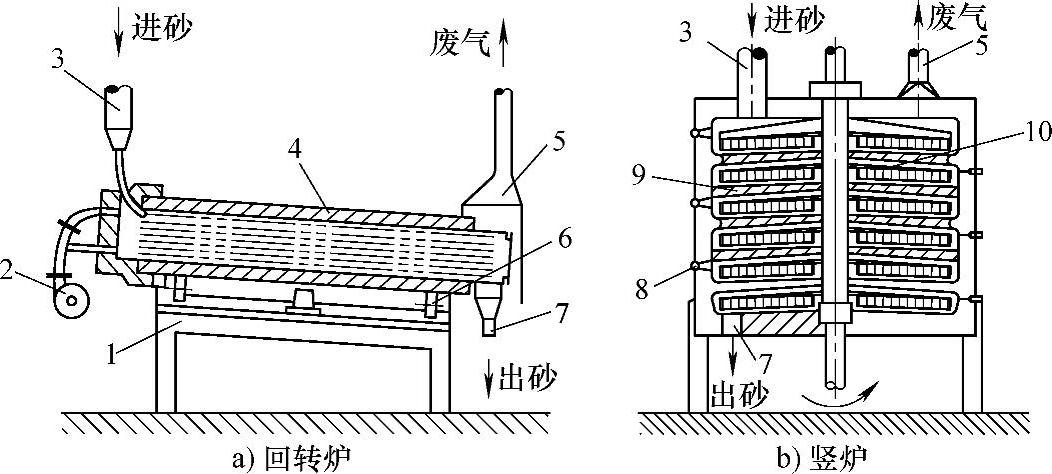
图6-8 采用回转炉、竖炉的热法再生机示意图
1—炉座 2—鼓风机 3—进砂口 4—回转炉体 5—排废气罩 6—滚轮 7—出砂口 8—燃烧嘴 9—炉床 10—回转臂
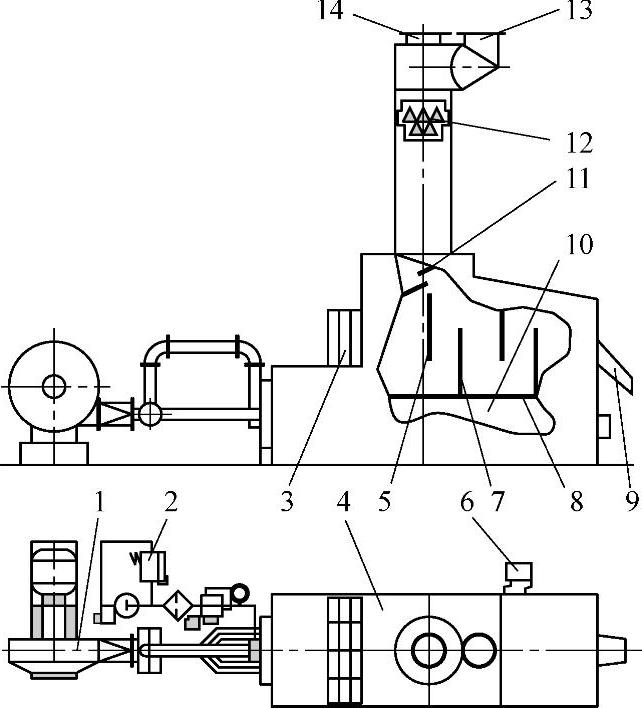
图6-9 覆膜砂旧砂沸腾式热法再生机原理图
1—电动机 2—供油系统 3—安全罩 4—炉体 5—上隔板 6—测温装置 7—下隔板 8—沸腾板 9—出砂口 10—混合室 11—挡砂板 12—分砂器 13—除尘口 14—加料口
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





