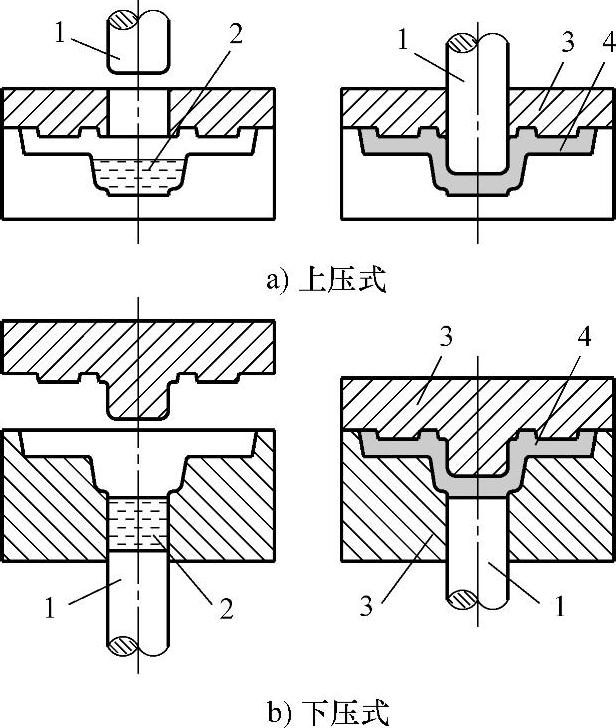
图5-256 间接冲头挤压铸造(或称间接加压法)
1—压头(冲头) 2—合金液 3—金属型 4—铸件
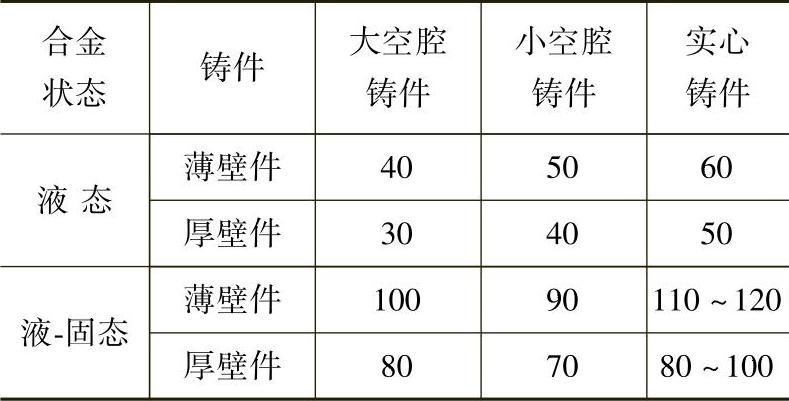
(1)挤压铸造采用的压力不宜过低,但也不可过高 压力大小是挤压铸造中最重要的工艺参数,它是指对铸型中液态合金单位面积上所施加的平均挤压力。其作用有二:一是为了挤压液体合金,使它充填型腔;二是在铸件凝固时“压实”铸件,使铸件组织致密。前者所需压力较小,后者所需压力较大。对后者所需压力来说,压力过低,则不能保证铸件内部质量,这是因为液体合金靠柱塞或冲头挤压铸造时,从浇注到挤压存在时间差,已浇入的合金液与型壁接触处凝固较快,会生成较硬的“结晶外壳”,它将阻碍冲头下压。因此,只有施加较大的压力才能起“压实”铸件的作用。但压力也不可过高,太高,对铸件力学性能的提高不十分明显,还容易使模具损坏,且要求有较大合模力的设备,也浪费能源。为保证铸件内部质量所需最低压力值(临界压力)与工艺条件有关。直接冲头挤压所需临界压力参见表5-120。实际生产时,直接冲头挤压和间接冲头挤压的压力一般要选在60MPa以上,柱塞挤压要选80MPa以上。
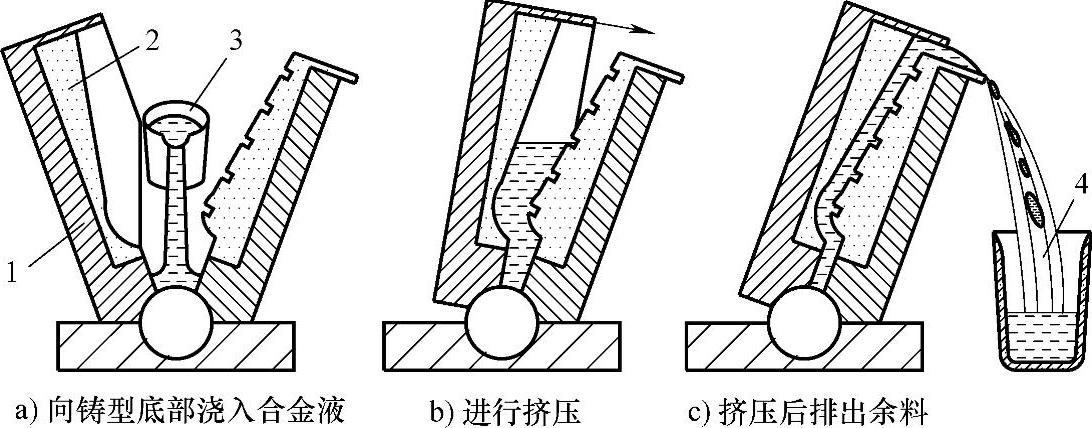
图5-257 型体旋转挤压铸造(或称旋转加压法)
1—铸型 2—砂芯 3—浇包 4—排除多余合金(余料)
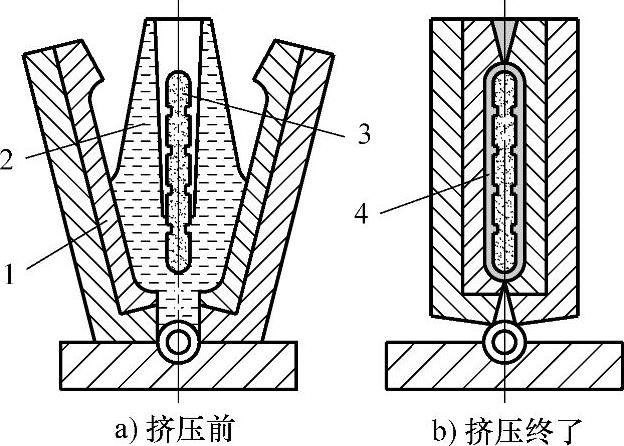
图5-258 挤压铸造空心件
1—铸型 2—合金液 3—砂芯 4—铸件
表5-120 直接冲头挤压所需临界压力 (单位:MPa)
(2)挤压铸造时,挤压冲头的加压速度不可过快,但也不宜太低 合金液充型时,挤压冲头的运动速度称为加压速度或冲压速度。在铸型已确定的情况下,冲头的加压速度决定了合金液的充型运动速度(即充型速度)。在生产中,合金液充型速度应控制在0.8m/s以下。过快,使合金液的充型流动将不平稳,易产生飞溅及涡流,使铸件产生缺陷(例如使铸件内部出现气孔,在热处理时起泡),以及在凸、凹模之间的间隙中流出过多的合金熔液,形成难以去除的纵向毛刺。因此,必须使挤压冲头(凸模)缓慢地压入液态合金中。但也不宜太慢,太慢,合金液又不能充满铸型。为此,对于直接冲头挤压铸造,一般用冲头的加压速度进行控制,厚壁铸件的冲头加压速度可慢些,宜控制在0.1m/s左右;薄壁或小铸件的冲头加压速度可高些,为0.2~0.4m/s。对于间接冲头挤压铸造,常按充型速度进行控制,对厚壁铸件充型速度(或浇道速度)可控制在0.5~1m/s;对薄壁铸件,充型速度(或浇道速度)可控制在0.8~2m/s。(www.daowen.com)
(3)挤压铸造时,合金液浇入铸型后的开始加压时间、保压时间不可随意 实践表明,挤压铸造时,合金液浇入铸型后,希望能把所施压力很快地传递到全部铸件合金上去,便于铸件成形、结晶和塑性变形。而合金液浇入铸型至开始加压的时间间隔,称为开始加压时间。除特殊情况外,此值应尽量短些为好。如果加压开始时的间隔时间过长,从对铝合金车轮挤压铸造试验的结果来看,铸件的强度及伸长率降低(参见图5-259)。生产中一般掌握在15s之内,较为合适的开始加压时间是3~5s。
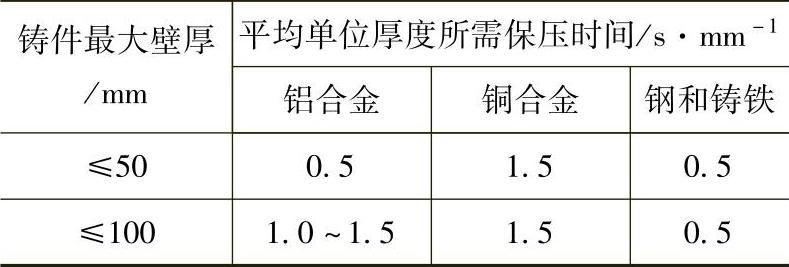
挤压时,压力保持时间,主要取决于铸件厚度,在保证成形和结晶凝固条件下,保压时间以短为好。另外,采用的是挤压铸造,合金液在较高的压力作用下与型壁贴合紧密,凝固过程中与型壁间形成的间隙比重力浇注小得多,故冷却速度也较快。但是保压时间也不可太短,否则铸件内部容易产生缩孔;保压时间也不可过长,否则会延长生产周期,增加变形抗力,降低模具使用寿命。表5-121列出了根据铸件最大壁厚所推算的保压时间。生产实际中,可按此表列值进行估算,再通过实践修正。也可进行实测。
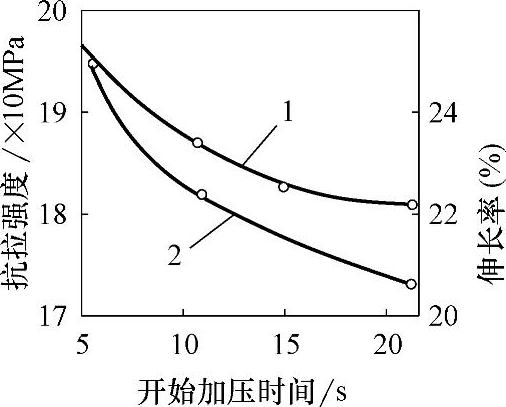
图5-259 开始加压时间对铸件力学性能的影响
1—抗拉强度 2—伸长率
表5-121 推算的保压时间
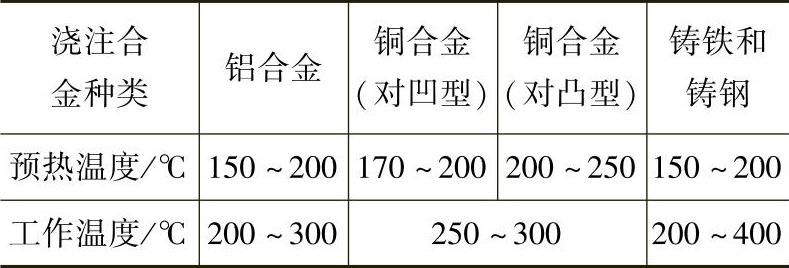
(4)挤压铸造时,对所用金属型不可不进行预热 挤压铸造时,对所用金属型若不预热,合金液注入型腔后会很快凝固,导致来不及加压,不仅不利于铸件表面质量及其力学性能的提高,而且也会缩短金属型寿命。但预热温度也不能过高,否则会延长保压时间,降低生产率,同时也不利于涂料的喷涂。一些合金用金属铸型的预热温度及工作温度见表5-122。
表5-122 铸型工作温度
在长期工作的情况下,挤压铸造用金属型由于吸收铸件所放出的热量,它的温度常会升得很高,为保证金属型具有稳定的工作温度,常需对金属型采取水冷措施。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






