干砂造型第一步是向砂箱中加入干砂,加砂时为保证干砂充填到位,首先在砂箱中加入一定厚度的底砂(根据模样高低,即直浇道上部至模样最低点距离,确定底砂的高度。一般不小于100mm。浇口杯上平面应高出砂箱平面5~10mm,这是由于震实过程中,模样底砂要下降一段距离)并振动紧实,然后放入模样簇,再加入一定厚度的干砂,将模样簇埋入1/3到1/2,再进行适当振动,以促使干砂进入模样的每一个部位。最后填满砂箱进行振动,振动时间不宜过长,以保证模样不出现损坏和变形,同时保证涂料层不发生脱落和裂纹。
而加砂的方式,常用的有三种:软管人工加砂、螺旋给料加砂和雨淋式加砂。其中软管人工加砂是将加砂软管装接在砂斗的下方,采用人工控制软管加砂,其装备简单、灵活方便。但该加砂方式的均匀性和加砂速度受到一定的限制,常用于生产率要求不高或补充加砂的场合。
采用螺旋给料加砂,其装置如图5-235所示。在砂斗下安装一台螺旋给料器,驱动螺旋给料器可实现对砂箱的定量加砂。该加砂方式的砂箱无需放置在砂斗的下方,可充分利用砂斗储砂。螺旋给料器可绕垂直轴360°旋转,适用于自由工位造型,也可用于流水生产线上的定点工位造型。但该加砂方式的加砂均匀性和效率都比不上雨淋式的。
采用雨淋式加砂,图5-236所示是该种加砂装置中的一种结构。它由驱动气缸、振动电动机、多孔闸板、雨淋式加砂管等组成。加砂时,驱动气缸打开多孔闸板,砂粒通过多孔闸板上的孔在较大的面积内(雨淋式)加入砂箱中。调整多孔闸板中的动板与静板的相对位置,可以改变漏砂孔的横截面积大小,进而改变“砂雨”的大小(即改变加砂速度)。此种加砂方法,加砂均匀,效率高,适合在生产流水线上使用,也是目前应用最广泛的加砂方法之一。
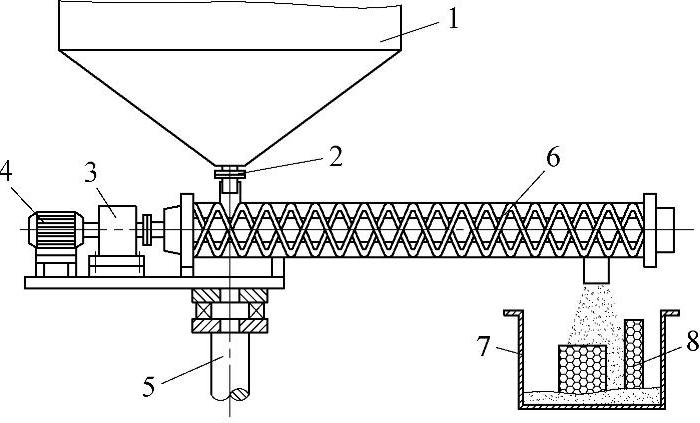
图5-235 螺旋给料加砂装置(www.daowen.com)
1—砂斗 2—闸门 3—减速器 4—电动机 5—立柱 6—螺旋给料器 7—砂箱 8—泡沫模样
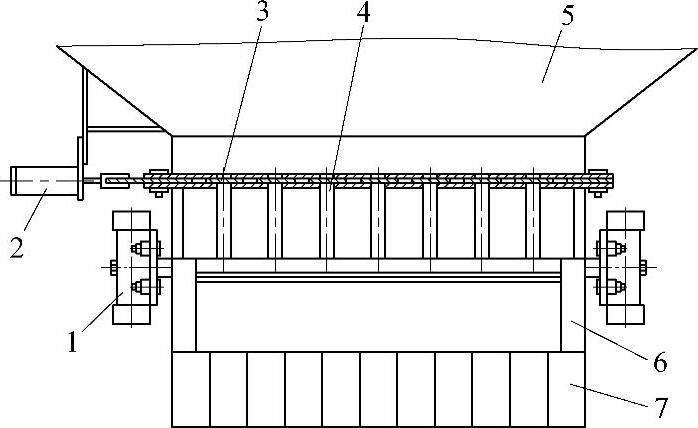
图5-236 雨淋式加砂装置
1—振动电动机 2—气缸 3—闸板 4—雨淋式加砂管 5—砂斗 6—除尘室 7—橡胶幕
选取加砂方式时,应根据不同的需要予以选定。在消失模铸造生产流水线上,常采用两工位加砂(造型)的方法:加底砂工位上可采用软管加砂或雨淋式加砂,紧实工位上常使用雨淋式加砂。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




