
消失模铸造用砂箱与普通砂型铸造用砂箱的结构有很大的不同。为了满足加砂、紧实及抽真空的需要,砂箱常为单向开口的桶形结构。通常由箱体、抽气室(真空室)、振动台定位(或夹紧)块及起吊或行走运送结构[底座(板)]等组成,如图5-233所示。其箱体即砂箱四周的框体,通常由一定厚度(5~8mm)的钢板焊接而成,并用槽钢(或角钢)加强。根据铸件特点和生产方式,箱体横截面形状可为正方形、长方形或圆形。在批量生产时,横截面为圆形的砂箱最好,因为它有利于砂粒在箱内的流动。
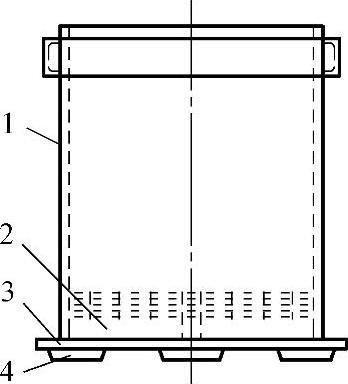
图5-233 干砂消失模铸造用砂箱结构
1—箱体 2—抽气室(真空室) 3—底座(板) 4—定位(或夹紧)块
抽气室(真空室)是为实现砂箱的抽真空,在砂箱的底部或四周设置的夹层式结构。有的砂箱中采用内壁周围挂铝制蛇皮软管代替抽气室,结构简单,安装方便,但不如夹层结构经久耐用。而且夹层式结构真空排气面积大、速度快、抽气均匀,效果较好。抽气室排气窗由多孔板及筛网[网孔尺寸为0.15mm(100目)的不锈钢丝网]组成,需经常检查维护,防止砂粒进入抽气室中。
定位(或夹紧)块为振动紧实和砂箱翻转时砂箱的定位(或夹紧)之用。而起吊或行走运送结构中的底座(板),一般为长方形或正方形,由槽钢或钢板焊接而成。对于生产线上的砂箱,其底座是与辊道及推杆接触受力的部分,要求有较高强度和刚度,并且尺寸准确。一般焊接后应进行机加工。
这类砂箱,根据其真空室(抽气室)的结构特点可分以下四种:(www.daowen.com)
1)底抽式砂箱:真空室(抽气室)设在砂箱的底部,结构简单、制作容易、维修方便(见图5-234a),可满足一般生产需要(高度小于1m的砂箱)。其主要缺点是;抽气时,铸型内的真空度分布沿高度方向有一梯度,底部高,上部低一些,呈单向抽气。
2)侧抽式砂箱:抽气室设在砂箱一个侧面(见图5-234b)或两个侧面,铸型横向形成一定真空梯度,但真空室筛网容易损坏。
3)双层砂箱:抽气室设在砂箱的底面及四周侧面上,且互相连通(见图5-234c),即可五面抽气,使真空度上下均匀,浇注时排气更为通畅。这种砂箱的刚度好,但加工制造费用高,侧面抽气室筛网易损坏,一般使用较少。
4)底漏式砂箱:当生产中、大型铸件或者砂箱的尺寸较大时,可采用底漏式砂箱(见图5-234d)。这种砂箱的底部中央设置“漏砂孔”,打开漏砂孔,砂箱内的砂粒从孔内流出。铸件从砂箱的上方取出。采用这种砂箱,铸件打箱落砂时砂箱不用翻转,故可省略砂箱的翻转设备。这种砂箱由于增加了漏砂孔及其开闭装置,其成本较高。
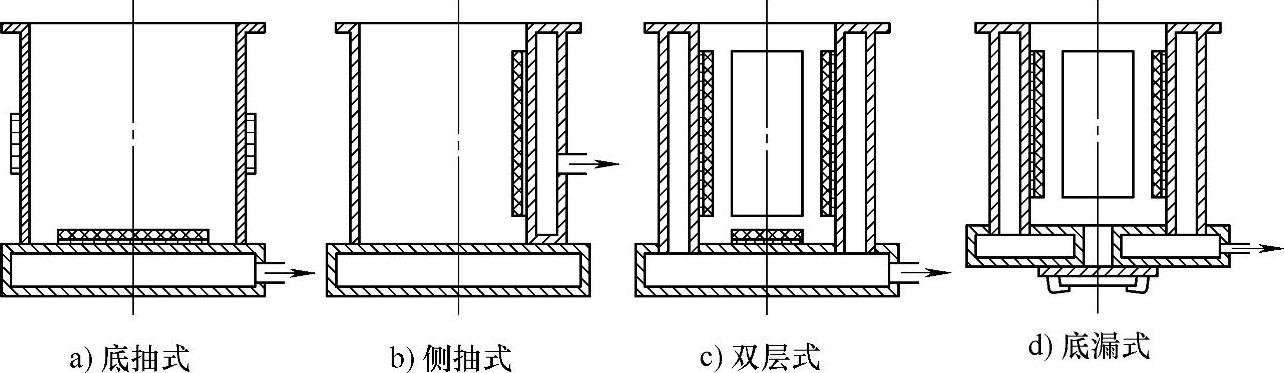
图5-234 干砂消失模铸造用砂箱的几种典型结构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





