(1)消失模涂敷涂料时,为保证涂层的均匀性,供涂敷的涂料不宜处于静置状态 消失模涂料是具有高触变性的假塑性流体,搅拌时黏度下降,停止搅拌黏度又会上升。图5-231所示为停止搅拌后涂料波美度的变化。因此,涂敷时要求涂料处于连续慢速搅拌状态,并应控制其温度,这是保证涂料质量均匀性的重要手段。图5-232所示的是涂层均匀性与搅拌状态的关系。试验是在内径ϕ76mm、外径ϕ89mm、长102mm的管子模样上进行的,涂敷涂料,烘干后称量涂层质量。可见连续缓慢搅拌状态下涂层质量均匀性比无搅拌要好得多。
为了防止搅拌时卷入气体,搅拌速度应该较慢,通常采用桶转动而搅拌叶片不动的“L”形涂料搅拌机来搅拌。
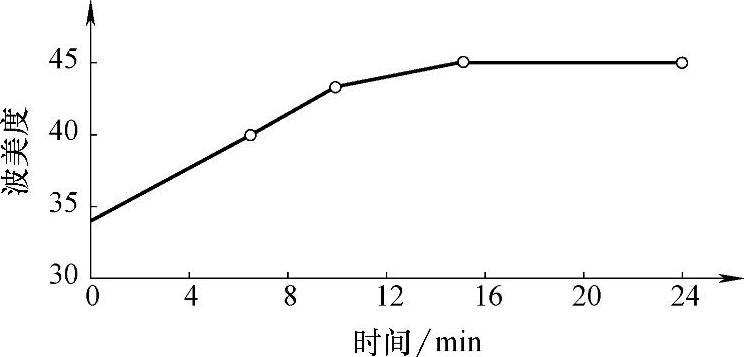
图5-231 消失模涂料停止搅拌后的波美度的变化
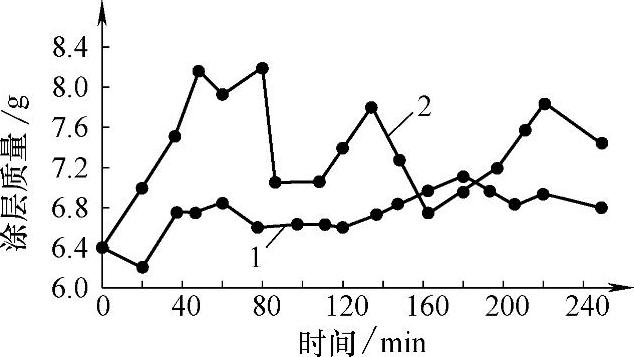
图5-232 涂层均匀性与搅拌状态的关系
1—连续搅拌 2—无搅拌(www.daowen.com)
(2)为防止消失模用浸涂法涂敷涂料时,引起模样变形甚至折断,对容易变形或折断的模样,最好不直接进行浸涂 消失模涂料涂敷的方法主要有喷涂、浸涂、刷涂、流涂(淋涂),以及浸涂、流涂结合的方法。其中刷涂法劳动强度较大,效果较差,主要用于少量大型铸件的模样;特大型铸件模样,常用刷涂和流涂的方法;喷涂法效果较好,但设备投资稍高,各种铸件模样均可应用;浸涂法效率高,效果好,涂层均匀,中、小件模样广泛采用,不过,由于泡沫模样与涂料密度相差将近100倍,浸涂时浮力大,容易导致模样变形或折断。因而对容易变形或折断的模样最好采用卡具,将模样装入卡具中,再浸涂料。还有一种专门的浸涂装置,是将模样用卡具固定后,从底部泵入涂料,自下而上淹没模样,然后撤压,使涂料自动从底部流出。
浸涂、流涂结合的方法可以解决模组浮力过大问题,但效率和涂层厚度均匀性不如浸涂法。
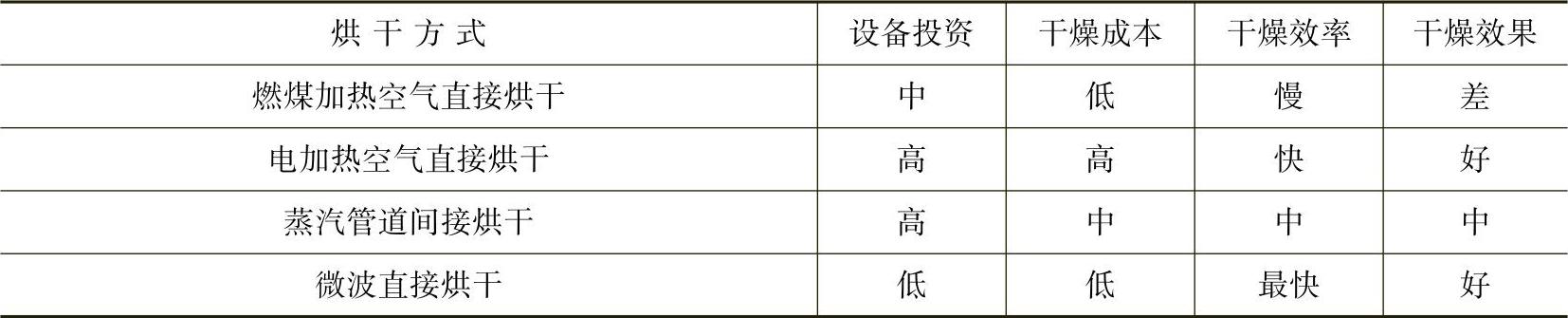
(3)泡沫模样涂敷水基涂料烘干时,其温度不可高 消失模铸造涂料的载体多采用水基,以利于保护环境,但水基涂料都要经过烘干。由于模样软化温度的限制,烘干温度不可太高,通常控制在(50±5)℃;烘干时间为2~10h。烘干室中应通风良好,湿度一般不大于30%。一般可采用燃煤加热空气直接烘干、电加热空气直接烘干、蒸汽管道间接烘干和微波直接烘干等。涂料烘干方式的对比见表5-106。
烘干室内温度应尽可能均匀一致,以保证所有模样的涂层都能干透而不开裂。烘干过程应注意模样的合理放置和支承,以防止变形。
表5-106 涂料烘干方式的对比
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





