当前比较盛行的消失模铸造法,其全名应是真空消失模铸造法,是将消失模铸造法和真空造型铸造法结合起来的一种新工艺。此法有以下特点:
1)生产效率高:由于无需配砂、混砂,缩短了造型时间;模样制作简单,基本免除了传统铸件生产技术中使用的型芯,简化了造型工序;完全消除了传统的落砂和出芯工序,开箱和清理简便,容易实现一箱多铸,对复杂件效果更明显,提高了劳动生产率。
2)铸件尺寸精度高:由于泡沫塑料模的尺寸精度高,且模样的一致性好,在造型过程中不存在因分模,起模、修型、下芯、合型等操作造成的偏差,提高了铸件的尺寸精度,并且可重复生产高精度铸件,铸件尺寸精度和表面粗糙度值分别可达CT5~CT7、Ra=6.3~12.5μm,可使铸件壁厚偏差控制在±0.15mm之间。
3)铸件质量好:铸件表面质量好,铸件无毛刺飞边,在真空状态下浇注,表面没有皱皮,铸钢件表面增碳减少。
4)工艺技术容易掌握,生产管理方便:消失模铸造简化了模样制作工艺,简化了造型操作,所使用的型砂不需任何粘结剂,型砂损失很少,不存在大量的模样储备及大批砂箱的堆放问题,生产管理简便。
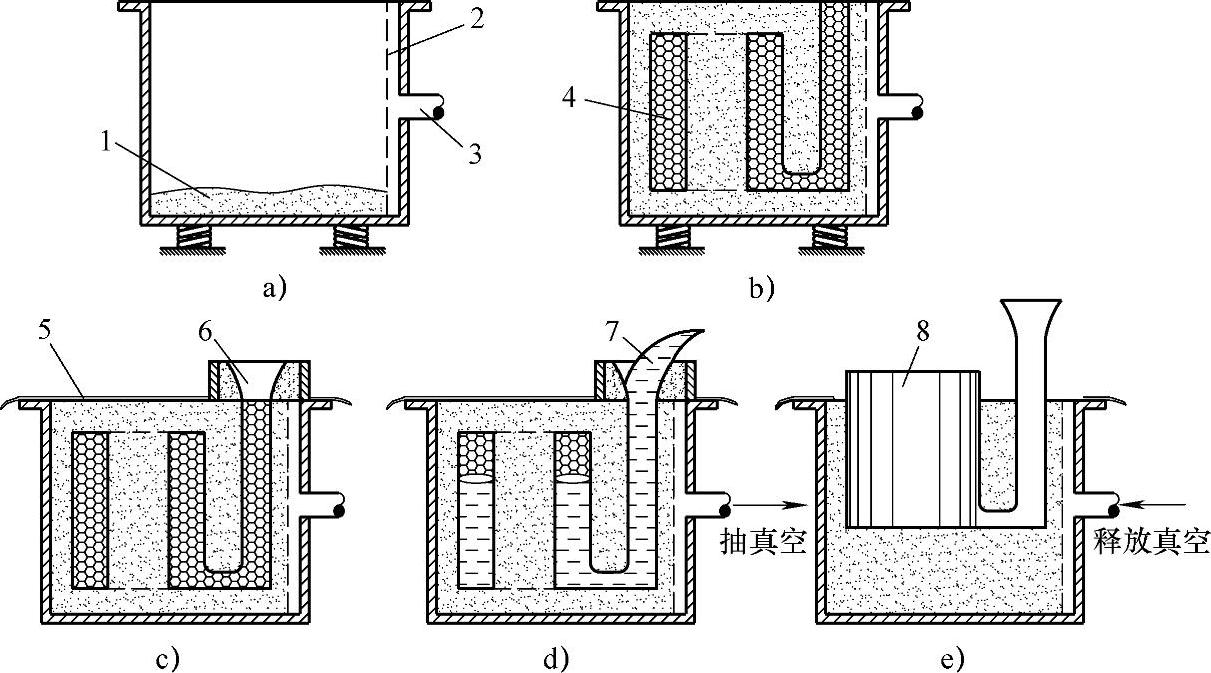
图5-219 消失模铸造工艺的造型与浇注工艺操作示意图(www.daowen.com)
1—底砂 2—过滤网 3—抽气管 4—泡沫塑料模 5—塑料薄膜 6—浇口杯 7—液态合金 8—铸件
5)投资少,生产线灵活,机械化程度高:由于生产工序得到简化,工艺装备较为简单,投资节省。特别是型砂回收系统,不需要庞大、复杂的型砂处理系统。由于工艺装备简单,设备维修工作量较少。消失模铸造生产线占地面积较少,配置灵活,容易满足不同生产率的要求,同时机械化程度较高。
6)减轻了劳动强度,改善了作业环境:消失模铸造不需要手工捣固,没有修型作业,也不需要合型、开箱,从而大大减轻了劳动强度。由于在浇注过程中采用了真空,烟气和粉尘通过密闭管道及净化处理后排放。表5-93是消失模铸造与其他几种较新铸造方法的比较。
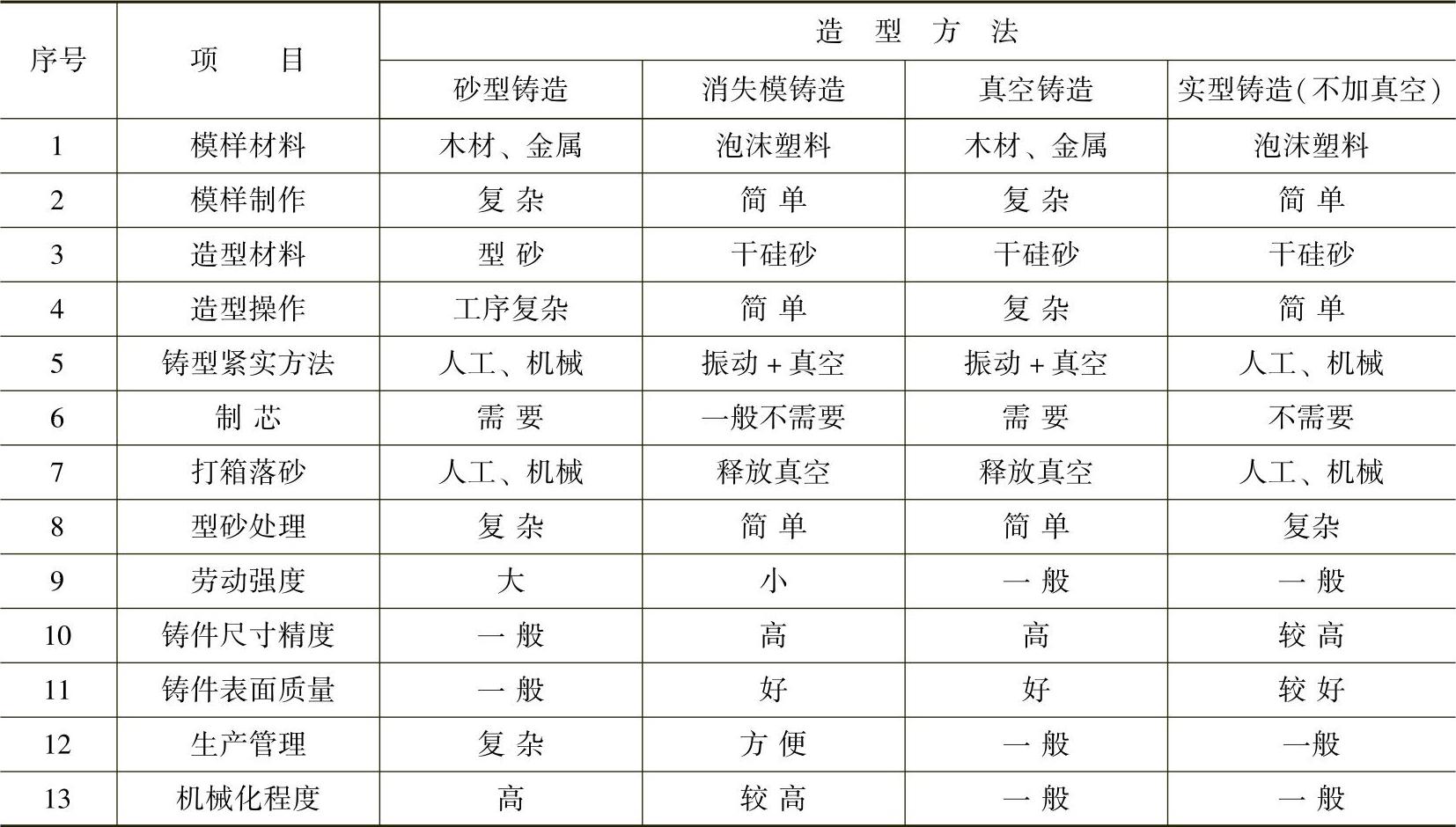
表5-93 消失模铸造与其他几种铸造方法的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






