中小型缸套是内燃机上的易磨损件,需要量很大。由于缸套是圆筒形的铸铁件,所以主要采用离心铸造法生产。
用离心铸造法生产的小型缸套毛坯的内径为90~200mm,铸件质量为13~52kg。采用的材料为耐磨灰铸铁。
在我国,小型缸套主要用金属型离心铸造法生产,可选用J513、J514卧式悬臂离心铸造机(其铸造工艺装备图参见图5-203),也可选用高效专用离心铸造机生产;大型铸铁气缸套则可选用滚筒式离心铸造机生产。为防止白口,在金属型内表面喷刷厚层(1~2mm)涂料。铸型的端盖上也要喷涂料或贴上石棉片,防止铸件两端产生白口。
计算铸型转速时,可选有效重度为(4~8)×106N/m3。浇注时,铸型的工作温度为200~400℃,浇注温度为1290~1340℃。也可用砂型离心铸造法生产中小型缸套,同样可选用J515、J514卧式悬臂离心铸造机,也可选用高效专用离心铸造机进行生产。生产中,每次在浇注之前,在金属型内放一圆筒形的砂套,然后盖上端盖,进行浇注,铸件在砂套内壁成型(其铸造工艺装备图参见图5-204)。采用砂型离心铸造生产缸套可消除白口和消除金相组织中出现过冷石墨的缺陷,并且铸件的外表面也可根据零件形状的需要做成高低不平的形状,以节省合金和机械加工工时。图5-205所示为砂型离心铸造缸套毛坯的断面,点划线所表示的为机械加工后的缸套零件形状。如果采用金属型离心铸造,则毛坯的外层表面形状只能是平直的圆筒面。由此可见,采用砂型离心铸造生产缸套在节省机械加工工时方面可发挥很大的作用。但砂型离心铸造工艺较复杂,机器生产效率较低。
 (www.daowen.com)
(www.daowen.com)
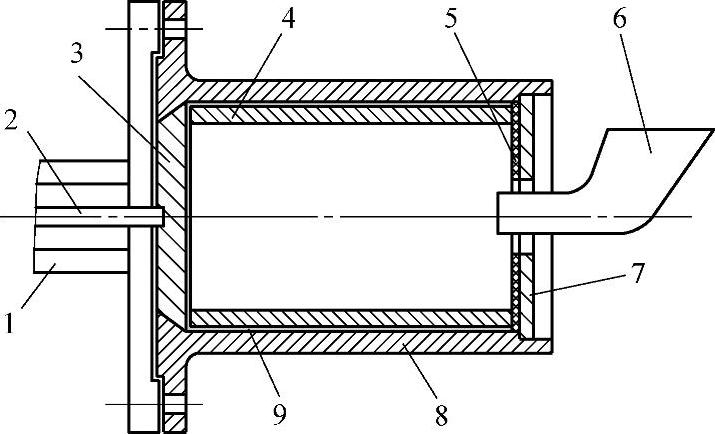
图5-203 中小型铸铁缸套金属型离心铸造工艺装备图
1—离心铸造机主轴 2—推杆 3—底板 4—铸件 5—石棉垫 6—牛角浇注槽 7—端盖 8—金属型 9—涂料层
注:金属型内表面有10′左右的铸造斜度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




