(1)离心铸造时,为控制铸件厚度,对所浇注的合金液通常不可不注意如何定量问题 离心铸造时,由于铸件的内表面是自由表面,而铸件厚度的控制全由所浇注液体合金的质量决定,故离心铸造浇注时,对所浇注合金的定量要求较高。为解决此问题,可供选用的定量方法有:
1)质量法:按铸件毛坯质量,在浇注前,对所浇注液体合金过秤定量(最好采用数字显示电子秤),然后进行浇注。用此法定量比较准确,但操作较麻烦,生产中不易推广,只适用于中、大件的单件、小批生产。
2)容积法:即用一定体积的浇包控制所浇注液体合金的质量,此法较简便,但受合金的温度、熔渣等影响,定量不太准确,然而在大量生产、连续浇注时却用得较多。
3)定自由表面高度(或叫定合金液厚度或称定铸件壁厚)法:在铸型上按壁厚做好记号,浇注时注意观察;或采取如图5-199所示的用电路控制液体合金自由表面高度法,即把合金触头3放在型内,当铸型内液体合金5上升到够壁厚时,也即与触头接触时,电路接通,指示器4(电铃或电灯等)给出信号,即刻停止浇注,以保证铸件的壁厚。由于液体合金层状流动时波浪的影响,浇注时,液体合金自浇包中外流的惯性难以准确控制,以及浇注工人反应速度的波动,此法定量虽然方便,但准确度尚不高,定量有时要加大0.5%~5%,在生产大型厚壁件时可采用此法。
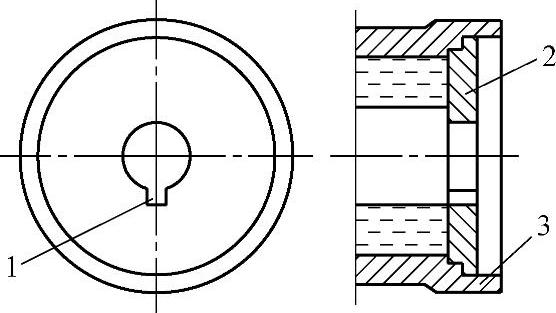
4)溢流定量法:端盖上开浅槽(见图5-200),浇注时如见端盖内孔发亮,即刻停止浇注。此法应用方便,但易出现合金液自端盖飞出现象,适用于浇注小铸件。
(2)离心铸造浇注时,不可不注意控制所浇注液体合金进入铸型时的方向 离心铸造时,由于浇注是在铸型旋转情况下进行的,为了尽可能地消除合金液飞溅的现象,并使合金液从浇注槽流出后能迅速布满铸型,要很好地控制合金液进入铸型时的方向,如图5-201、图5-202所示给出了立式离心铸造和卧式离心铸造时液体合金流动方向与消除飞溅之间的关系。由此两图可以看出,液体合金自浇注槽流入时的运动方向最好与铸型壁的旋转方向一致,此时合金液体的飞溅最少,也有助于合金液能迅速布满铸型。
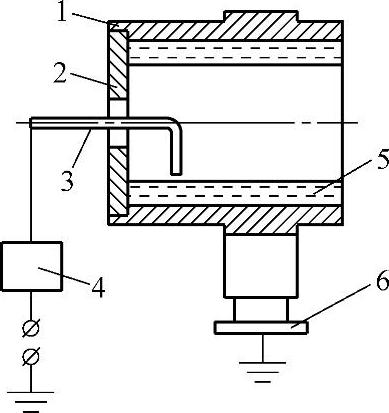
图5-199 定自由表面高度定量示意图
1—铸型 2—端盖 3—触头 4—指示器 5—合金液 6—机座
 (www.daowen.com)
(www.daowen.com)
图5-200 离心铸造溢流定量法
1—浅槽 2—端盖 3—铸型
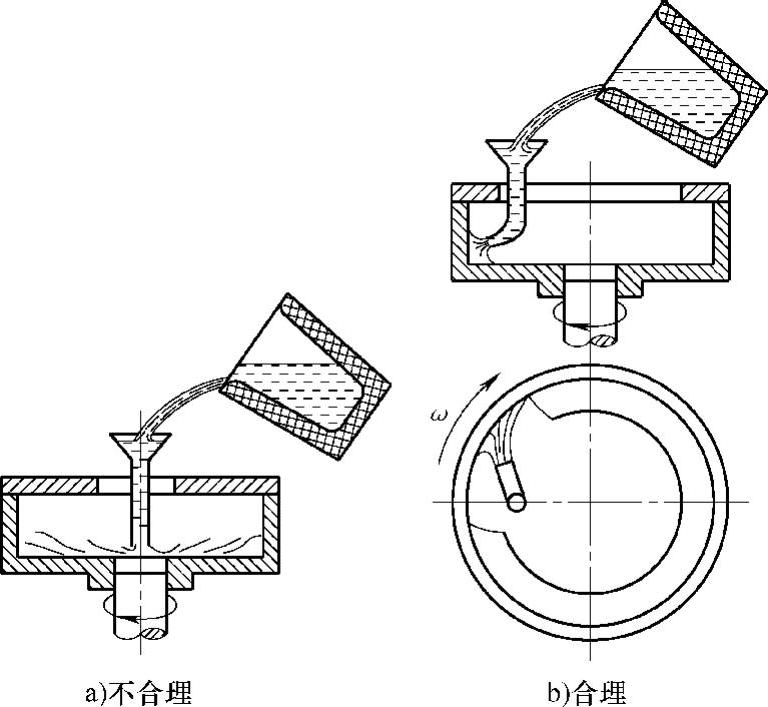
图5-201 立式离心浇注时的合金液流动方向
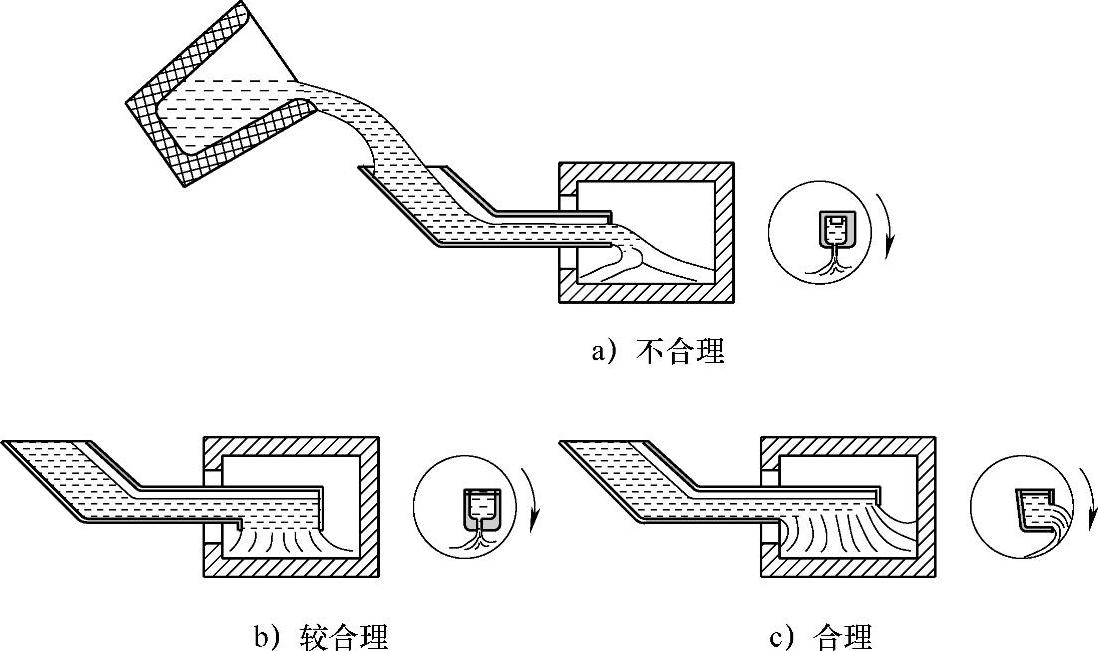
图5-202 卧式离心铸造浇注时合金液流动方向
(3)离心铸造时,合金液的浇注温度不宜过低,但也不可过高 离心铸造时,合金液的浇注温度与材质、铸件质量及铸型条件等有关。由于离心铸造铸件大多为管状、套状、环状件,合金液充型时遇到阻力较小,又有离心压力或离心力加强合金液的充型性,因此离心铸造浇注时的浇注温度可较重力浇注时低5~10℃,但是也不宜过低或过高,如浇注温度过低,可能引起局部缺浇、冷隔、夹杂等缺陷;如浇注温度过高,可能引起缩孔、缩松、气孔及晶粒粗大等缺陷,而且不利于保护模具。合金浇注温度见表5-88。
表5-88 合金浇注温度 (单位:℃)

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







