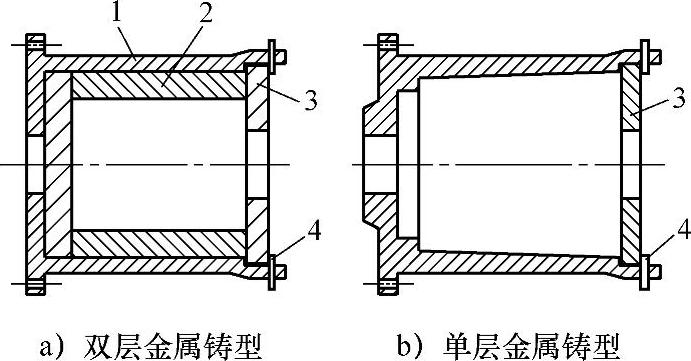
图5-194 离心铸造用铸型的结构
1—外型 2—内型 3—端盖 4—销子
(1)为适应不同产量、不同规格套筒类铸件的生产,离心铸造用铸型型体的结构一般不宜完全相同 离心铸造时使用的铸型有两大类,即金属型和非金属型。非金属型可为砂型、壳型、熔模型壳等。由于金属型在大量生产、成批生产时具有一系列的优点,所以在离心铸造时广泛地采用金属型。这里只介绍离心铸造用金属型型体的结构特点,它一般分为双层金属铸型型体和单层金属铸型型体两种类型(见图5-194)。双层金属铸型型体由外型和内型组成(见图5-194a),铸件直接在内型表面成型,通常可通过更换内型的方法浇注不同直径和长度或高度的铸件。外型起支承内型的作用,因此应有足够的强度以承受浇注时离心力的作用,并且变形应小,加工规正和装配方便等;内型应热变形小、寿命长。如铸件内径较小而外型内径又较大时,则内型应考虑设加强肋(见图5-195c)。双层金属型型体的内、外型配合面的径向上应有1~2mm的间隙,防止内型在工作时温度升得较高,直径膨胀过大,卡在外型之中。不过间隙不能太大,以免内型在外型中有较大的轴线偏心,而使双层金属型转动时出现振动。为防止内型的轴向膨胀顶坏端盖及端盖的卡紧装置,在内、外型的轴向长度上也要考虑有适当的膨胀间隙。
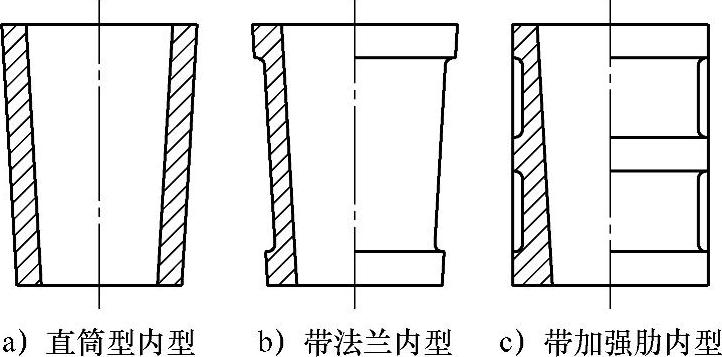
图5-195 内型的结构
双层金属铸型型体结构较复杂些,但只要改变内型的工作表面尺寸就可浇注多种外径尺寸的离心铸件;长期工作后,只需更换结构较简单的内型就可把旧铸型当作新的铸型使用。因此适合在卧式或立式离心铸造机上生产不同规格套、筒类铸件。
单层金属铸型型体则为单层(见图5-194b),结构简单、操作方便,但它损坏后需要制作新的铸型才能开始生产;在此铸型中只能浇注单一外径尺寸的铸件。
(2)当制定离心铸造筒、套类铸件金属型型腔的内径时,不可忽视对铸件的收缩率和加工余量等问题的考虑 筒、套类铸件金属型型腔的内径一般可按下式制定
D=d(1+ε)+2α+2Δδ
式中 D——铸型内径(mm);
d——铸件外径(mm);
ε——合金的铸造收缩率(%);
α——加工余量(mm);
Δδ——涂料层的厚度(mm)。离心铸造铸件一般形状简单,无型芯,其收缩与自由线收缩差异不大,但径向收缩有些不同。它的加工余量与铸件材质、尺寸及要求、表面粗糙度等因素有关,但离心铸造铸件内表面和套筒形铸件的两个端面常较粗糙,且易聚集渣子,并且尺寸不易控制,因此应有较大的加工余量。此外,离心铸造铸件内表面的加工余量还与浇注时液体合金的定量准确度有很大关系,应予以重视。
(3)离心铸造时,为防止铸型端盖位移,不可不知常用的铸型端盖紧固装置梗概 离心铸造时,铸型端盖的紧固(也称卡紧或锁紧)装置常用的有:(www.daowen.com)
1)销子(斜销)紧固(见图5-194):销子断面为圆形或方形,销子及销孔的技术要求如表5-84所示。
2)离心锤紧固端盖装置(见图5-196):离心锤的尺寸见表5-85,当离心锤在铸型旋转时,会产生如图5-196所示的离心力F,此力通过杠杆形的锤柄传到顶住端盖的钩头部分,从而产生力顶住端盖。当内型轴向膨胀时,离心锤可在顶住端盖的前提下,使端盖退让少许距离,使内型能自由地进行轴向膨胀。
3)液压紧固:采用液压紧固端盖的机构如图5-197所示。此种机构锁紧牢固可靠,并能自动控制开合。
表5-84 斜销及销孔的技术要求与尺寸
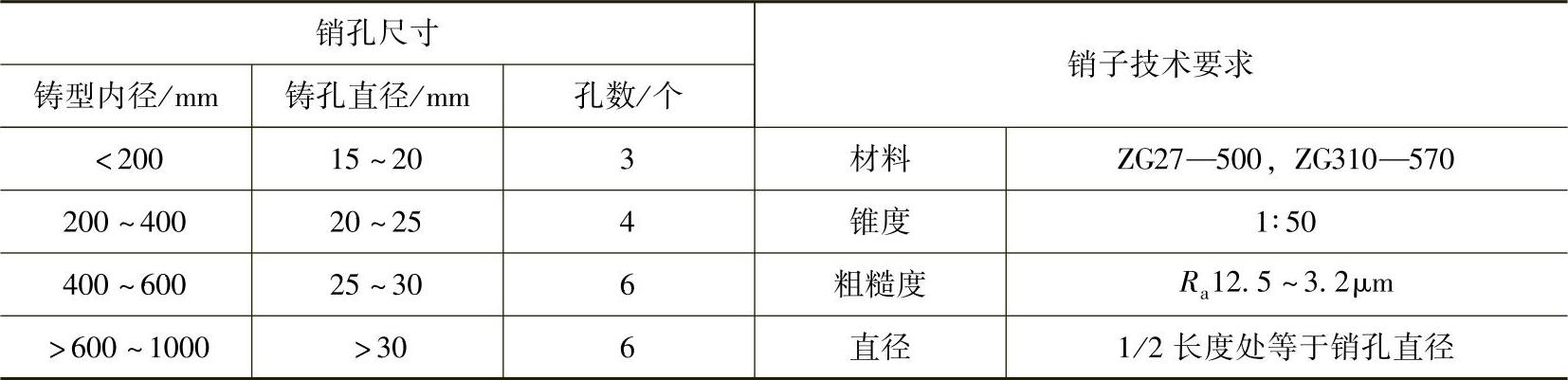
表5-85 离心锤的尺寸

注:锤头材料可用锻钢、铸钢或球墨铸铁。同一型上各锤头质量应一致。
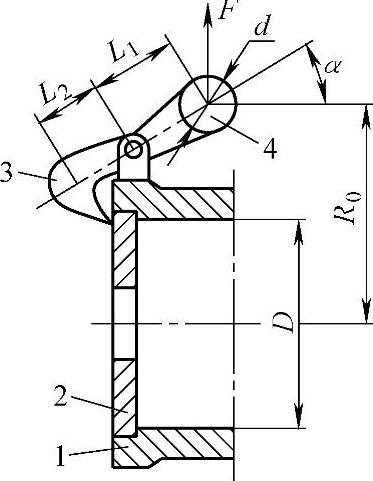
图5-196 离心锤紧固端盖装置
1—铸型 2—端盖 3—压钩 4—离心锤
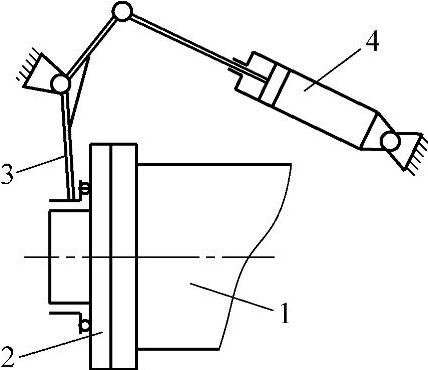
图5-197 端盖的液压紧固机构
1—铸型 2—端盖 3—摇臂 4—液压缸
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





