离心铸造是将液体合金浇入铸型的旋转轴线处于水平状态或与水平线成一定的夹角(夹角小于15°时)或处于垂直状态(立轴)的旋转铸型中(参见图5-191~193),使液体合金在离心力的作用下充填铸型和凝固成铸件的一种铸造方法。其主要优点是:铸件凝固结晶时不仅受重力的作用,更受离心力作用,因而合金液在径向能很好地充填铸型,形成中空的圆柱形自由表面,因此不用砂芯或用很少量砂芯就能得到圆筒形的内孔,大大简化了套筒、管类铸件的生产过程;由于离心力的作用,有利于凝固过程中的补缩,有利于气体和非金属夹杂从液体合金中排出,因此铸件缩孔(缩松)、气孔、夹杂等缺陷较少,合金的组织致密,晶粒细化,其铸件力学性能高于常规的砂型铸造;省去了浇注系统和冒口系统,因而提高了铸件工艺出品率;借用离心力的作用提高了浇注过程中合金液的充型性,故可生产薄壁铸件和铸造流动性较差的合金铸件;用离心铸造还可铸造出性能不同的双金属铸件;也容易实现机械化、自动化操作,生产率较高;该工艺多用于浇注具有旋转中心的各种合金铸件,如管、筒、套、辊、轮等。立式离心铸造机上的铸型是绕垂直轴旋转的(见图5-191),多用于双合金轧辊及高度小于直径的圆环类铸件如轮圈等的生产,有时也可用此种离心铸造机浇注异形铸件(见图5-192);卧式离心铸造机的铸型是绕水平轴旋转的(见图5-193),它主要用来生产长度大于直径的套类和管类铸件,如铸铁管及气缸套等。
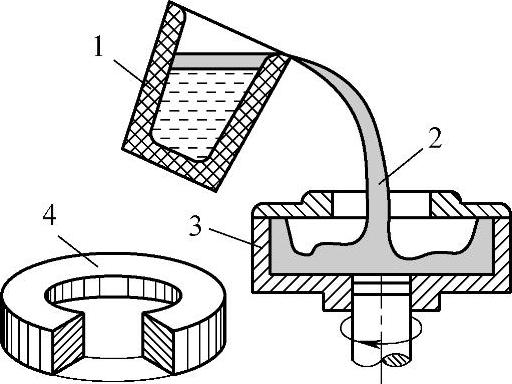
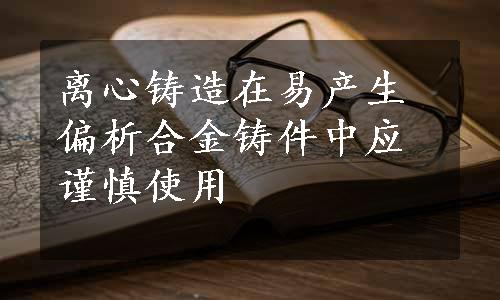
图5-191 立式离心铸造示意图
1—浇包 2—合金液 3—铸型 4—铸件
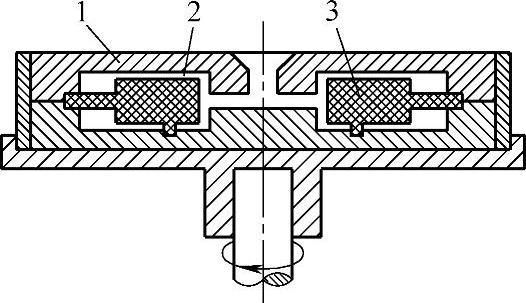
图5-192 异形铸件的立式离心铸造示意图(www.daowen.com)
1—铸型 2—型腔 3—型芯
尽管离心铸造存在上述诸多优点,但对合金成分不能互熔或凝固初期析出物的密度与合金液体相差较大、易产生偏析现象的合金铸件,例如铅青铜类铸件,就不宜用离心铸造法生产。因为这类合金采用离心铸造时,会在离心力作用下使铸件上出现铅在铸件外层集聚的偏析现象。
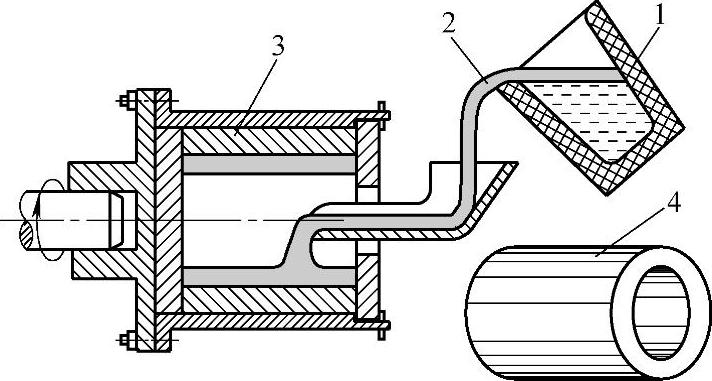
图5-193 卧式离心铸造示意图
1—浇包 2—合金液 3—铸型 4—铸件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





