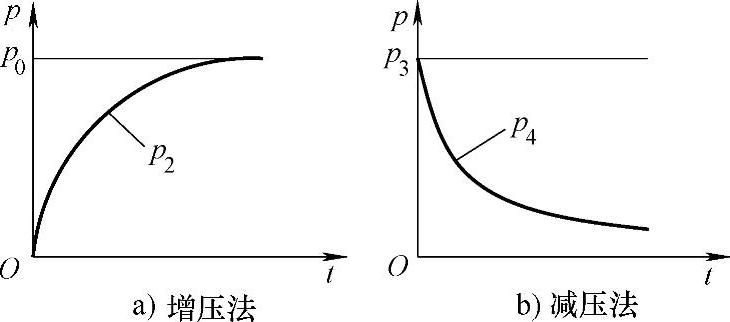
(1)差压铸造浇注过程的加压工艺不可不有所知晓 差压铸造浇注过程的压力变化特点示意图如图5-187所示,分为六个阶段:0~t1为充气阶段,t1~t2为压力平衡阶段,t2~t4为升液、充型阶段(这时压力随时间变化曲线如图5-188所示),其增压法压力随时间变化规律是一条递增曲线,而减压法为一条衰减曲线。t4~t5为保压阶段,t5~t6为互通阶段,t6上下压力筒排气压力消失。
根据上述压力变化曲线,可以绘制出差压铸造的充、排气特性图,如图5-189所示。图5-189a所示为增压法浇注充气特性,0a为压力筒充气至p1压力;aa′为上下压力筒平衡;a′b′为下压力筒充气升压曲线。由图可见,a′b′段线性性能较差,合金液充型速度会发生波动。图5-189b所示为减压法浇注时排气特性。ab段为上压力筒由充气压力p3开始排气,即进行浇注;经保压bb′段后再排气至c′,由图看出排气段ab占整个曲线的比例很小。如浇注铝合金时,充气压力为0.5~0.6MPa,ab段仅占总曲线的1/6~1/8,非常接近直线,因而线性性能较好。显而易见,采用减压法,合金液上升平稳,而增压法则较差。
(2)差压铸造合金液的浇注温度不宜高于重力铸造 差压铸造时,其合金液是在压力下充型,因而浇注温度可以低一些。如浇注铝合金时,浇注温度可比重力铸造低30~60℃。
(3)差压铸造时,升液速度不宜太快;充型速度也不宜过快;而且还必须顾及合金和铸型类别 差压铸造时,要求升液液流平稳、缓慢,防止喷溅、翻滚,也就是要求升液速度不宜快。而充型速度是决定铸件质量好坏的关键,一般充型速度应当比升液速度略快,但不宜太快,以防止二次夹渣产生。生产中,充型速度一般是通过试验取得。如用金属型浇注复杂铝铸件,充型速度可以快些;用砂型浇注厚大铝铸件,充型速度可以慢些;浇注镁合金铸件比铝合金铸件速度要小。图5-186所示的ZM5镁合金壳体铸件的充型速度仅为2.8cm/s。用石膏型浇注宽为100mm、长190mm带有热节的薄壁平板ZL102铝合金铸件,充型速度可达8cm/s。
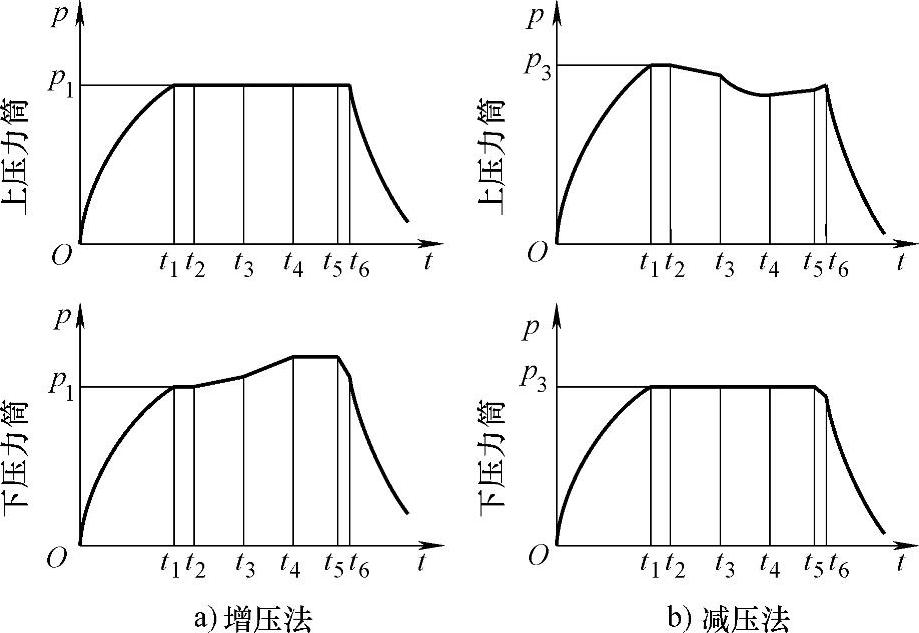
图5-187 差压铸造加压工艺示意图
 (https://www.daowen.com)
(https://www.daowen.com)
图5-188 差压铸造充型过程压力变化规律
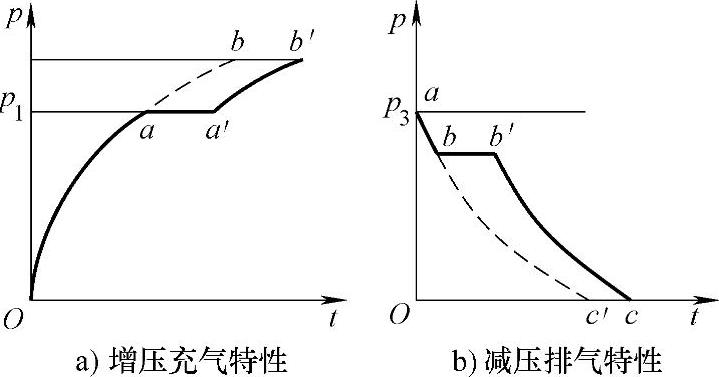
图5-189 差压铸造的充、排气特性图
(4)差压铸造时,合金液在压力下结晶凝固,该压力不可无限制地提高,而且还不可不顾及合金结晶特殊性 差压铸造时,合金液在压力下结晶,结晶压力越大,力学性能越高,如图5-190所示。但过高的结晶压力会给设备结构带来很多困难,一般是不允许的。结晶压力与铸件结构、合金结晶特性等因素有关,一般取0.3~1.0MPa范围内。生产上经常根据合金种类而定,共晶合金取0.3~0.4MPa,固溶体合金取0.6~0.8MPa,N2的质量分数为0.6%的合金钢,结晶压力可达1.2~1.6MPa。
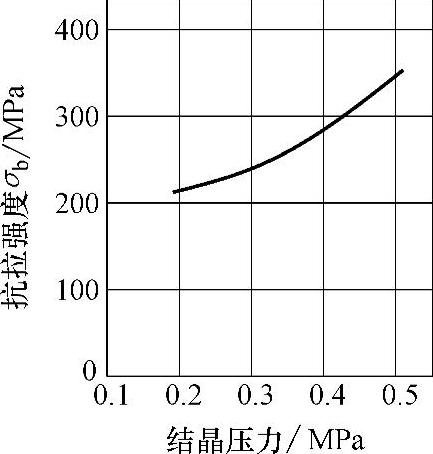
图5-190 结晶压力对铸件力学性能的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






