【摘要】:铸件高1030mm,直径508mm,采用缝隙式浇注系统,立筒和缝隙尺寸比重力铸造大。为加快此铸件局部热节处的冷却速度,使该热节部位与相邻的连接壁同时凝固,以达到整个铸件顺序凝固的目的,因此,在铸件局部热节处配有冷铁2和3,如图5-186所示。有时,为满足铸件个别厚大的热节部位的补缩,不得不采用冒口,甚至冷铁和冒口。
差压铸造的铸件在确立其浇注位置时,要使铸件由远离浇道处先凝固,浇道最后凝固,实现铸件顺序凝固,因此常常是将铸件薄壁部位远离浇道,让合金液从厚壁处引入。其浇注系统的形式,一般选用底注式浇注系统,铝、镁合金铸件常采用开放式浇注系统,对于高度大于300mm的铸件,可以选用缝隙式浇注系统。图5-186所示为典型镁合金壳体类铸件差压铸造工艺简图。铸件高1030mm,直径508mm,采用缝隙式浇注系统,立筒和缝隙尺寸比重力铸造大。缝隙上窄下宽,底部沿圆周方向均匀分布八条缝隙浇道,不仅提高补缩效果,而且避免在浇道附近的局部过热。为加快此铸件局部热节处的冷却速度,使该热节部位与相邻的连接壁同时凝固,以达到整个铸件顺序凝固的目的,因此,在铸件局部热节处配有冷铁2和3,如图5-186所示。有时,为满足铸件个别厚大的热节部位的补缩,不得不采用冒口,甚至冷铁和冒口。不过,由于差压铸造有效地强化了冒口的补缩作用,一般也只需采用暗冒口。
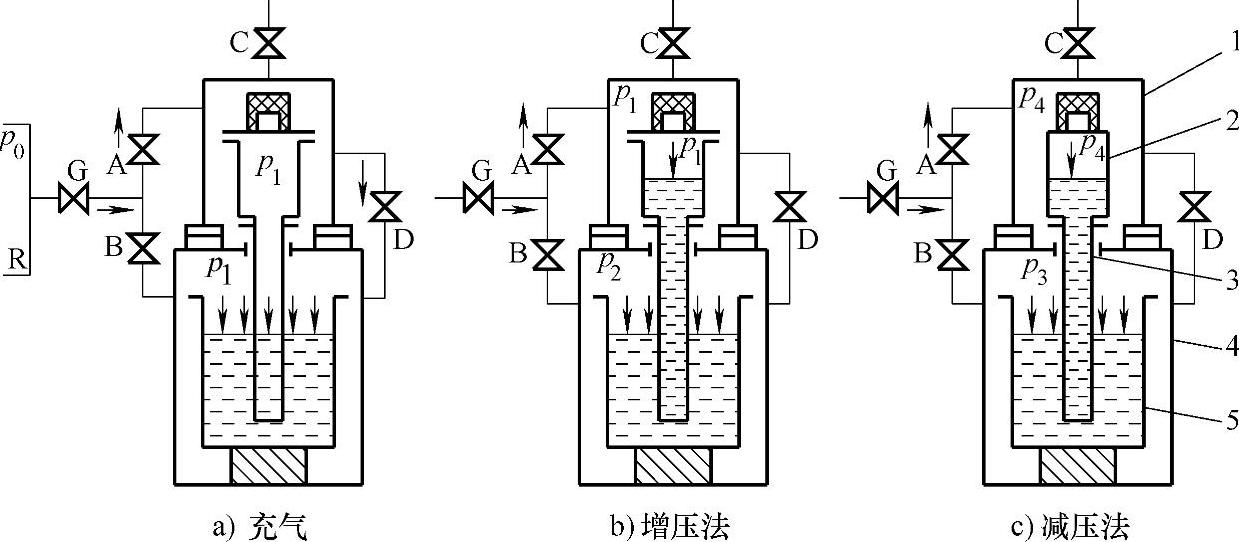
图5-185 差压铸造工作原理图
1—上压力筒 2—铸型 3—升液管 4—下压力筒 5—坩埚(www.daowen.com)
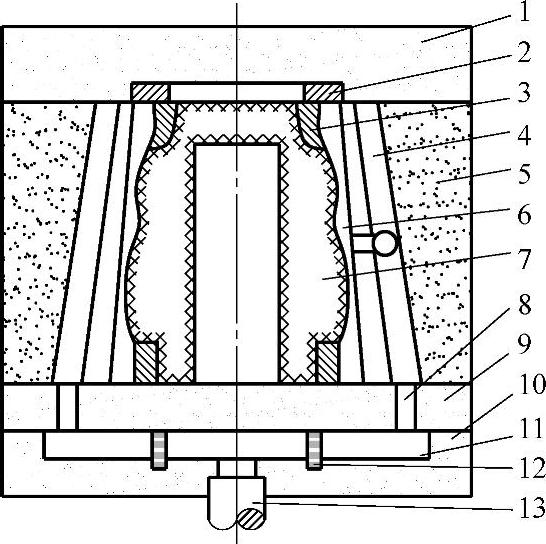
图5-186 镁合金壳体类铸件差压铸造工艺简图
1—上型 2—冷铁 3—成形冷铁 4—缝隙式浇道 5—中型 6—型腔 7—砂芯 8—内浇道 9—下型 10—底型 11—横浇道 12—过滤网 13—直浇道
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章







