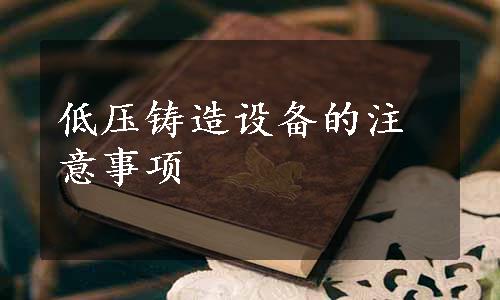
(1)低压铸造设备按铸型和保温炉的连接方式,可分为顶铸式和侧铸式低压铸造机两种类型,为便于选用,其各自的优缺点不可不知 低压铸造设备一般由保温炉及其附属装置、铸型开合系统和供气系统三部分组成。图5-181所示为顶铸式低压铸造机,供浇注的铸型置于保温炉的上部,一台炉上只能安放一副铸型,是目前用得较广泛的机型。其特点是结构简单,容易制造,操纵方便。但这种机型生产效率低,因为在每一铸件的生产周期内,全部工序都在炉上进行,约有周期40%的时间保温炉不能发挥作用;其次,下型受密封盖辐射热影响,不但冷却缓慢,使铸件凝固时间延长,而且铸型也易损坏,下型中也不能设顶杆装置,只能由上型带出铸件,这给金属型的设计增加了困难。此外对保温炉的密封、保养和合金处理都不方便。
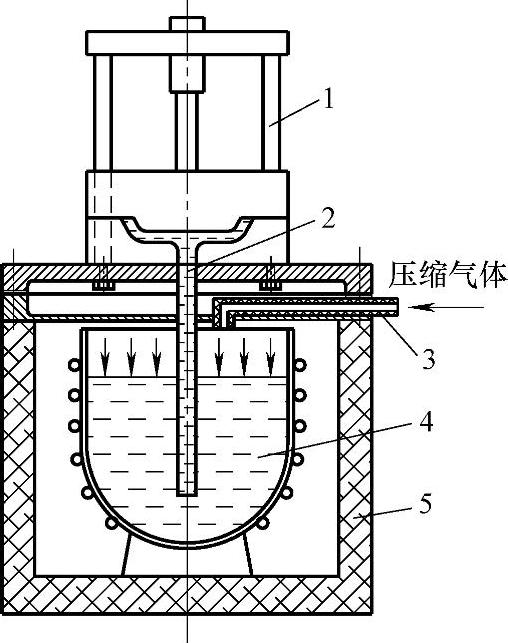
图5-181 顶铸式低压铸造机示意图
1—铸型开合系统 2—升液管 3—供气系统 4—合金液 5—电阻加热保温炉
为了克服顶铸式低压铸造机的缺点,近年来发展了侧铸式低压铸造机,如图5-182所示,即将铸型置于保温炉的侧面,铸型和保温炉由升液管连接。这种连接有固定式和非固定式两种。此外,一台保温炉可供两副铸型交替作业,也可同时作业,这样生产效率高;装料、撇渣和处理合金液都较方便,同时铸型受热条件也得到改善,热能耗量少,但这类铸型的结构复杂。
上述两类低压铸造机的铸型开合、抽芯、顶出铸件均与重力浇注金属型铸造机相似。
(2)低压铸造时,升液管是合金液流入型腔的通路,不可忽视对它的要求,尤其不能漏气;还应关注提高其寿命的有效方法 升液管是液体合金流入型腔的通路,其上部与铸型连接,下部浸泡在液体合金中,除应保证合金液能充满铸型外,还应使铸件得到充分的补缩,确保铸件质量。通常要求其:
1)升液管的出口无电热保温时,其出口面积应大于铸件热节面积,以保证铸件在凝固过程中得到充分补缩。
2)升液管浸泡在液体合金中,应距坩埚底50~100mm,以避免对坩埚严重冲刷和防止坩埚底沉积的非金属杂质吸入型腔。
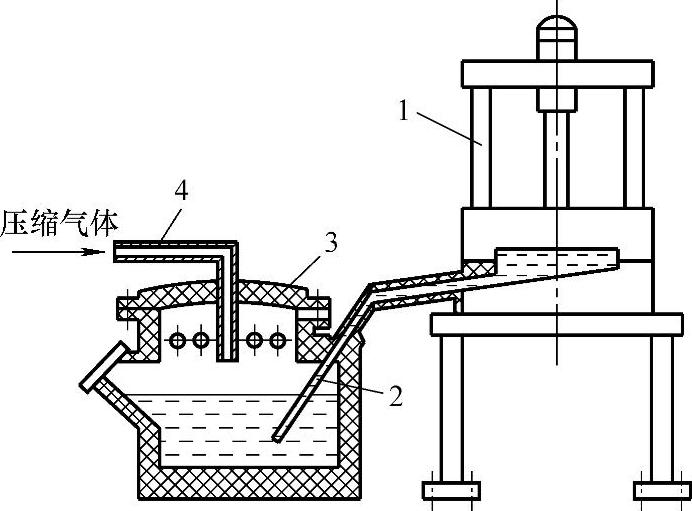
3)升液管不能漏气,只要有轻微漏气,坩埚内的空气就会渗入升液管,随合金液进入型腔,使铸件形成气孔(见图5-183)或铸型不能充满。因此升液管在使用前,须经400kN/m2(4个大气压)的水压试验。
 (www.daowen.com)
(www.daowen.com)
图5-182 侧铸式低压铸造机示意图
1—铸型开合系统 2—升液管 3—电阻反射炉 4—供气系统
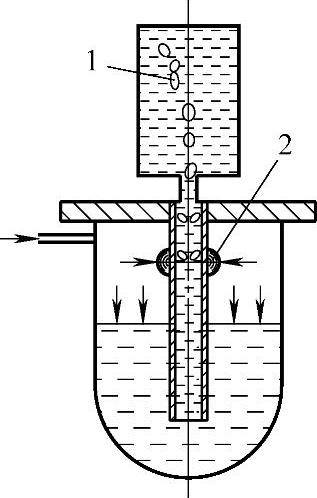
图5-183 升液管漏气示意图
1—气泡 2—漏气位置
4)升液管顶部可做成锥形,一方面有利于合金液回流,另一方面在合金液上升时有一定的撇渣作用(见图5-184)。
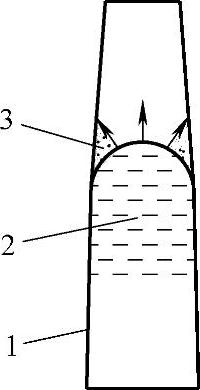
图5-184 锥形升液管挡渣示意图
1—升液管 2—合金液 3—熔渣
由于升液管的工作条件恶劣,铸造科技工作者正在寻求更合适的材料和最合理的措施以提高其寿命。从目前情况看:采用含磷2᥊7%的铸铁、含铜6᥊5%的铸铁、高锰铸铁或用具有D型石墨的珠光体基体的孕育铸铁铸造升液管,其寿命可以延长,最低可用120h以上;采用普通铸铁管进行表面渗硫处理,在铝液中的寿命约可提高3倍;在铸铁管表面喷镀一层三氧化二铝、氧化锆或氧化铬等材料,升液管在铝液中的寿命可达700h;用氮化硅、碳化硅或氧化硼等耐热陶瓷作升液管,虽然成本高,但在铝液中可用半年以上;用石棉耐热硅酸盐作升液管,在三班连续作业的情况下,可使用4~5个月,效果良好。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





