(1)低压铸造时,浇道处通常不可最先凝固 低压铸造时,正如图5-167所示的,是合金液2在气体压力的作用下,沿着升液管4上升,通过浇道5平稳地进入型腔8,待合金液充满型腔后,增大气压,并使液面上的气体压力保持至铸件完全凝固,也就是说,液体合金在压力作用自下而上地补缩铸件,如图5-168所示。因此,在进行铸件工艺设计时,应考虑使铸件远离浇道的部位先凝固,让浇道最后凝固,使铸件在凝固过程中通过浇道得到补缩,实现顺序凝固。对低压铸造时,为确保铸件质量,其设置的浇道不宜最先凝固。
(2)低压铸造时,铸件的浇道不宜设置在铸件的薄壁部位;如果铸件壁厚比较均匀,用加工余量调整铸件壁厚,也不失为一种可考虑的解决好顺序凝固的措施 低压铸造时,为有利补缩,铸件的厚实部位不宜在上部,这也指明浇道宜设置在铸件的厚壁部位,如果将浇道开在薄壁部位,就无法控制顺序凝固,铸件将会产生缩孔如图5-169a所示。因此,宜将浇道设置在铸件的厚壁部位,如图5-169b所示,这样,厚壁部分就易补缩。为使浇道最后凝固,可扩大浇道的截面积,使其略大于靠近浇道部位热节的截面积;也可在浇道型壁外填以保温材料,或辅以电阻加热。
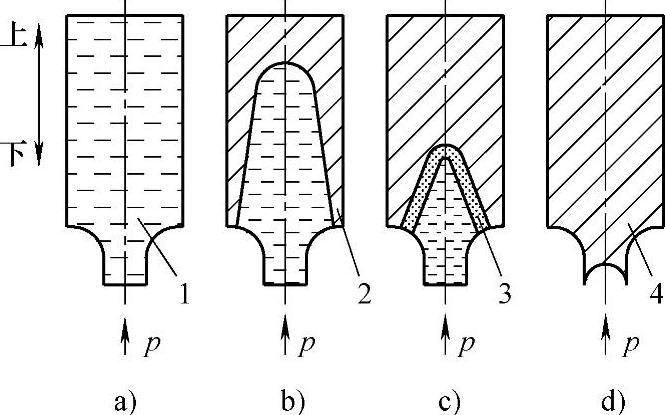
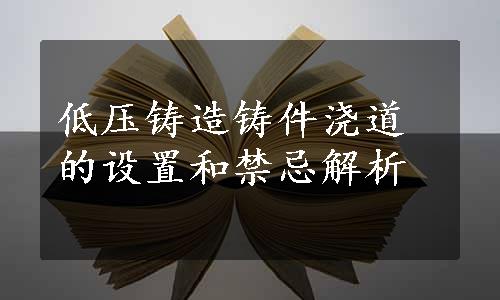
图5-168 低压铸造时铸件的凝固过程
1—铝液 2—凝固层 3—糊状层 4—铸件
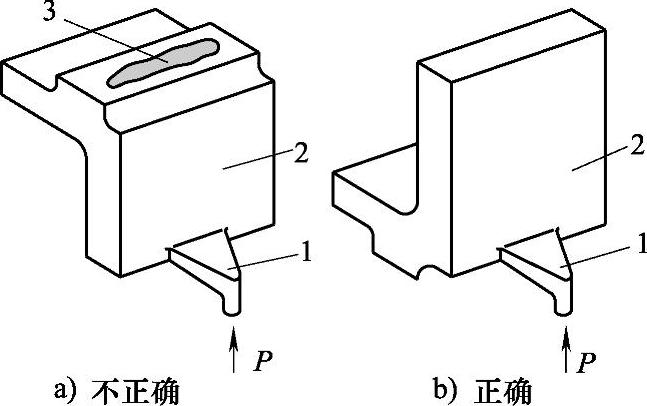
图5-169 低压铸造内浇道开设位置
1—内浇道 2—铸件 3—缩孔
对壁厚比较均匀的铸件,为实现顺序凝固,可用加工余量调整铸件壁厚,如图5-170所示。即在铸件的上下取不同的加工余量,以调节铸件的凝固顺序。
图5-170 采用不同的加工余量调节铸件的凝固顺序(www.daowen.com)
1—铸件 2—加工余量
(3)低压铸造时,为创造自上而下的凝固方向,不可忽视改变铸件冷却条件的某些措施 低压铸造时,对壁厚均匀的铸件,或局部较厚难以补缩的地方,在采用砂型时,可用不同厚度的冷铁(图5-171a所示),创造自上而下的凝固方向;当采用金属型时,可改变金属型壁的厚度(图5-171b)。
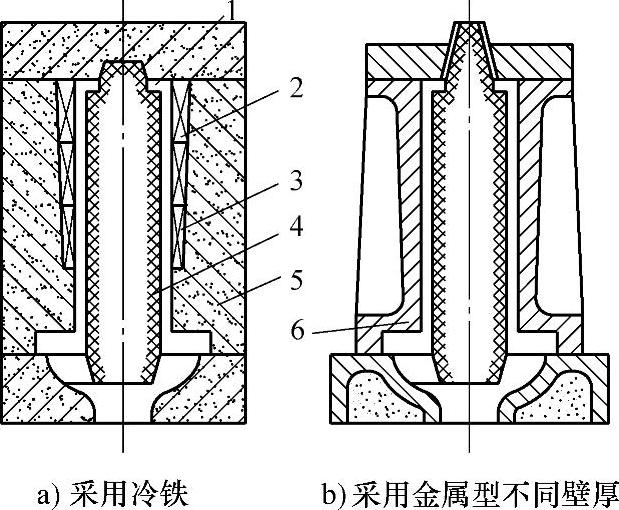
图5-171 创造铸件顺序凝固的措施
1—型腔 2—厚冷铁 3—薄冷铁 4—型芯 5—砂型 6—金属型
对于壁厚差大的铸件,用上述一般措施难以得到顺序凝固的条件时,可采用一些特殊的办法,如在铸件厚壁处进行局部冷却,以实现顺序凝固,如图5-172和图5-173所示。其他如改变金属型的涂料层厚度,或采用不同热导率的涂料,也能收到较好的效果。
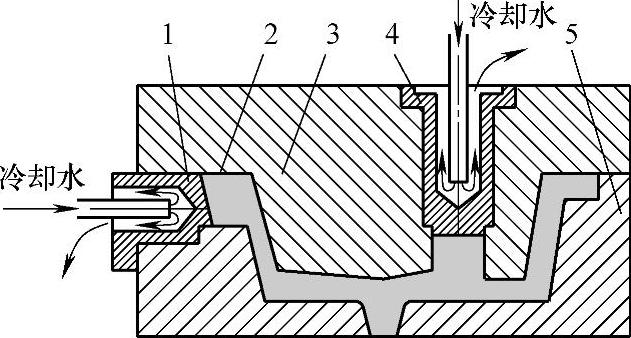
图5-172 铸件局部水冷以创造顺序凝固的条件
1、4—局部水冷装置 2—铸件 3—上型 5—底型
对较大薄壁复杂件,如缸体、箱体等,可多开几个内浇道(图5-174),以满足补缩的需要,同时也不破坏顺序凝固的方向。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





