【摘要】:双压射冲头压铸也称精、速、密压铸,其结构是由两个套在一起的内外压射冲头所组成。3)压铸后用内压射冲头补充加压,此时的比压为3.5~100MPa。这样可使充型时液态合金平稳地充填型腔,使液态合金在型内由远及近地向内浇道方向顺序凝固,从而使压射冲头更好地起到压实作用。但由于内浇道厚,必须使用专用机床切除。此压铸法不适用于小型压铸机,一般用于合型力为4000~6000N的压铸机上。
双压射冲头压铸也称精、速、密压铸,其结构是由两个套在一起的内外压射冲头所组成。在开始压铸时,两个压射冲头同时前进,当充填完毕,型腔达到一定压力后,限时开关启动,内压射冲头继续前进,补充压实铸件,其作用原理如图5-164所示。这种方法的特点是:
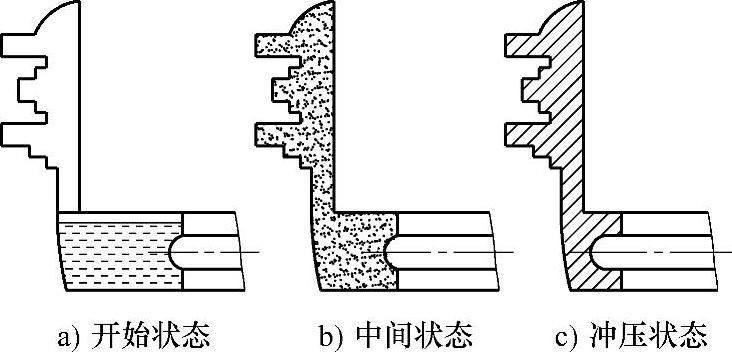
图5-164 双压射冲头压铸(精、速、密压铸)原理图
1)厚大的内浇道,一般为3~5mm。
2)低的压射速度,一般为4~6m/s。
3)压铸后用内压射冲头补充加压,此时的比压为3.5~100MPa。内压射冲头的行程为50~150mm。(www.daowen.com)
4)控制铸件顺序凝固。这样可使充型时液态合金平稳地充填型腔,使液态合金在型内由远及近地向内浇道方向顺序凝固,从而使压射冲头更好地起到压实作用。同理,在铸件的厚壁处,也可在压铸型上另设补压冲头,对铸件进行补充压实,以获得致密的组织,其结构如图5-165所示。
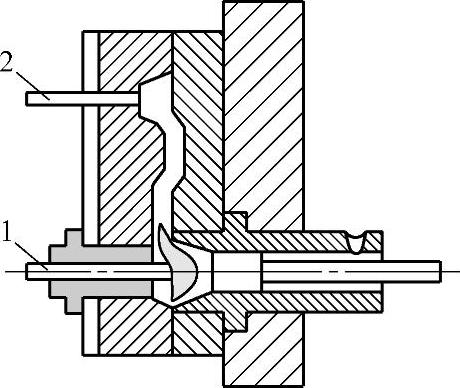
图5-165 补压冲头示意图
1—补压冲头 2—顶杆
双压射冲头压铸法适于压射较厚的铸件,铸件各部强度分布均匀,铸件内无气孔和疏松,气密性高,铸件可以进行热处理和焊接。但由于内浇道厚,必须使用专用机床切除。此压铸法不适用于小型压铸机,一般用于合型力为4000~6000N的压铸机上。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章






