
(1)为提高铝合金压铸件的性能,不可不知充氧压铸及其特点 充(加)氧压铸是在铝合金液充填型腔之前,用干燥的氧气充填压室和压铸型型腔,以取代其中的空气和其他气体。当液体铝合金浇入压室以及压入压铸型型腔时,氧气一方面通过排气槽排出,另一方面,喷射的铝液与没有排出的氧气发生化学反应,即4Al+3O2=2Al2O3,形成氧化铝小微粒(1μm以下)分散在铸件内部,从而消除或减少压铸件内气孔,提高铸件的致密性;这些小微粒分散在压铸件中约0.1%~0.2%,不影响机械加工;处理过的铝合金压铸件在进行淬火时不产生鼓泡,改善了压铸件的力学性能。这一压铸新工艺的特点是:
1)消除或减少压铸件内气孔,提高了铸件的质量,强度提高约10%,伸长率增加0.5~1倍。铸件因无气孔,允许进行热处理,热处理后强度可增加30%,冲击韧度也有显著提高。
2)压铸件可以在200~300℃的环境中工作。
3)充氧压铸对合金成分烧损甚微;压铸件密度有所提高;其铸件重量较普通压铸略有增加。
4)充氧压铸具有很多优点,与真空压铸相比,结构简单、操作方便、投资少。但不是适合所有的场合,必须根据铸件结构和对铸件的特殊要求而选用。
(2)为选用充氧压铸,不可不知氧气的可能加入方法及在工艺上不可不严加控制的因素 充氧装置如图5-162所示,其供气系统如图5-163所示。氧气加入的方法很多,但归结起来只有两种,即由压室加氧和由压铸型上设置的专用加氧孔加氧。一般立式压铸机多采用从反料冲头处通入氧气的方案,而在卧式压铸机上则多采用在压铸型设置加氧孔的办法。
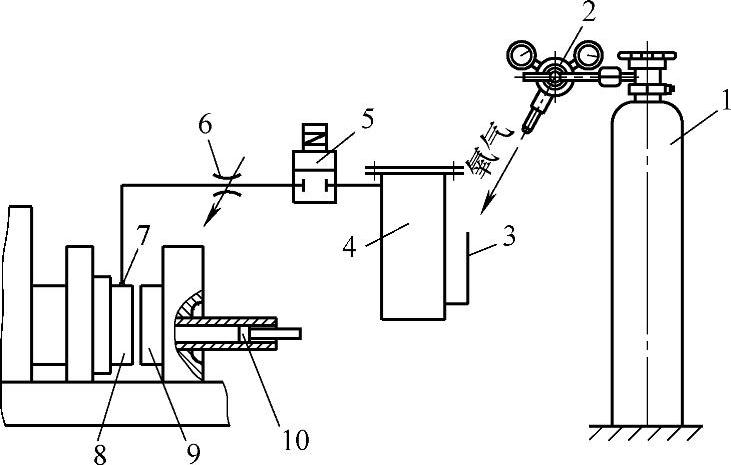
图5-162 充氧压铸装置原理图(www.daowen.com)
1—氧气瓶 2—氧气表 3—氧气软管 4—干燥器 5—电磁阀 6—节流阀 7—接嘴 8—动型 9—定型 10—压射冲头
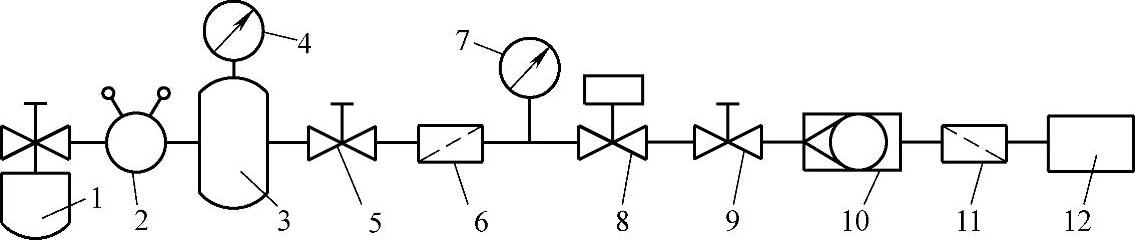
图5-163 供气系统示意图
1—氧气瓶 2—氧气表 3—蓄气罐 4—电接点压力表 5、9—开关 6—除水过滤器 7—压力表 8—电磁阀 10—单向活门 11—隔油过滤器 12—型腔
充氧压铸在工艺上要严格控制以下两个因素:
1)充氧时间:充氧开始时间,应在合型前分型面尚有一定间隙时开始,其间隙大小应根据铸件大小和复杂程度而定。一般在3~5mm以下,略停1~2s再合型。充氧时间一般为2~6s。
2)充氧压力;压力是保证流量的主要因素,一般选用400~700kPa。充氧停止后,应立即进行压铸。充氧由开始到结束必须与浇注、压铸工艺紧密配合,操作要熟练,否则影响效果。此外,合理地设计浇注系统和排气系统,正确选择压射速度及选用不发气的涂料等都是保证质量的重要条件。充氧压铸在压铸高强度、高致密度、高温下使用零件方面,是有前途的一种工艺方法。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





