表5-75 常用的压射速度 (单位:m/s)

表5-76 常用的填充速度 (单位:m/s)

(1)压铸时,合金液的充填时间不可随意选定 充填时间、持压时间以及留型时间是压力铸造过程中的三个主要时间参数,不应忽视对它们的控制。其中充填时间是合金液从内浇道开始进入压铸型型腔到充满的过程所需的时间。充填时间的长短主要取决于铸件的体积大小和铸件形状的复杂程度,体积越大而形状简单的铸件,充填时间可长些;反之,体积越小和形状复杂及薄壁铸件,应取较短的充填时间。对于表面质量要求高的薄壁件,充填时间越短,铸件表面质量及轮廓清晰度越佳,但充型太快,易造成型腔气体排不出,孔隙率增大。通常充填时间的选定,与内浇道的截面积大小或内浇道的宽度和厚度有密切关系,内浇道截面积很小,用大的填充速度时,仍然需要较长的充填时间;反之,当内浇道截面积大,即使用较小的填充速度,也可能缩短填充时间,因此不能孤立地说,充填速度越大,其所需的充填时间越短。选定充填时间,还应顾及下述有关因素:
1)合金液的浇注温度高,则充填时间应长些。
2)压铸型温度高,则充填时间长些。
3)厚壁部位若离内浇道远,则充填时间应长些。
4)熔化潜热和比热高的合金,充填时间可长些。
5)排气效果较差时,充填时间应长些。
6)涂料隔热性好及涂料层厚度偏厚,充填时间可长些。(www.daowen.com)
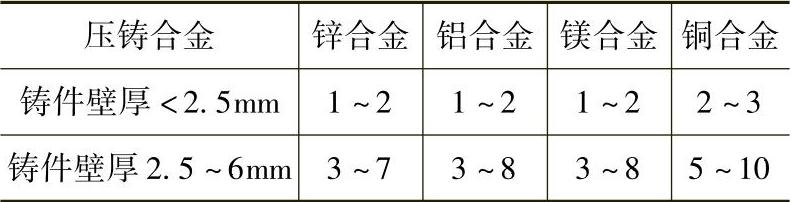
铸件的平均壁厚与充填时间的推荐值见表5-77。
表5-77 铸件的平均壁厚与充填时间的推荐值

注:表中所推荐的数值是压铸前的预选值,应在试型或试生产过程中加以修正。
(2)压铸时,合金液充型后的持压时间和留(开)型时间不宜过长,也不应太短 持压时间是合金液充满型腔到内浇道完全凝固的过程中,继续在压射冲头压力作用下的持续时间。持压时间的作用是使压射冲头有足够的时间将压力传递给未凝固的合金,使之在压力下结晶,以便获得组织致密的铸件。
持压时间的长短取决于铸件的大小和壁厚,以及合金液凝固温度范围。对于熔点高、结晶温度范围大且壁又厚的合金铸件,持压时间应长些,如果持压时间不足,易造成疏松;若铸件内浇道处的合金尚未完全凝固,由于压射冲头的退回,合金液会被抽出,导致铸件在去除浇道后,常常发现在连接处有孔穴。对熔点低、结晶温度范围小且壁又薄的铸件,持压时间可以短些。在立式压铸机上,持续加压的时间过长,对已凝固的铸件,并不产生有效的作用,而且易给切除余料带来困难,故太长的持压时间也无必要,一般可参考表5-78选用。
留型时间是从持压作用终了起到压铸型打开顶出铸件的时间。留型时间不宜过长或过短,留型时间太长,则铸件温度过低,收缩大,会给抽芯和顶出铸件造成困难;对热脆性合金还会引起铸件开裂;并降低压铸机的生产效率;而留型时间过短,由于铸件强度尚低,可能在铸件顶出和从压铸型落下时引起变形;对强度差的合金还可能因为内部气孔的膨胀而产生表面气泡,影响精度。通常,留型时间应根据合金性质、铸件壁厚和结构、压铸型结构以及热平衡等决定,可参考表5-79选用。对于在热室压铸机上生产,并且是薄壁件(如小于3mm)时,则留型时间还应再短些。
表5-78 生产中常见的持压时间 (单位:s)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




