(1)压铸时,选择的压射比压不宜过高或过低 比压是压室内合金液在单位面积上所受的压力。充填时的比压称为压射比压,增压时的比压称为增压比压。其比压的计算如下
Pb=Py/A=4Py/(πD2)
式中 Pb——为比压(Pa);
Py——为压射力(N);
A——为压室面积(mm2);
D——为压室直径(mm)。
在压铸过程中,为了提高铸件的致密度,选择高压射比压无疑是有效的。但是,若选择的压射比压过高,会使压铸型受到合金液的强烈冲刷和增加合金液粘型的可能性,降低压铸型的使用寿命;若选择的压射比压过低,则会导致铸件组织不致密和轮廓不清晰。因此,通常应该根据不同合金和不同结构特点的铸件选择合适的压射比压,并可参考表5-73选择。通常实际比压低于计算比压,其压力损失折算系数K见表5-74。
比压的调整主要是调整压铸机的压射力和更换压室的直径。(https://www.daowen.com)
表5-73 常用压铸合金选用的计算压射比压 (单位:MPa)
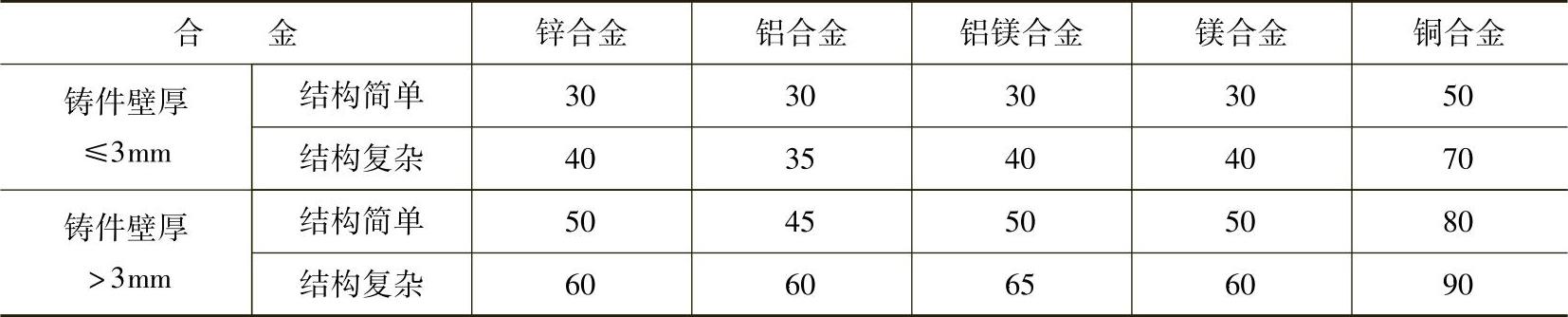
表5-74 压力损失折算系数K

(2)压铸时,选择的合金液填充速度不宜太大或太小 速度是压铸填充过程中能获得轮廓清晰、表面光洁的压铸件的重要工艺因素,通常用填充速度和压射速度表示。
压铸时,合金液在压力作用下,通过内浇道进入压铸型型腔的线速度,称之为填充速度,也称为导入速度,以m/s表示。在压铸过程中,填充速度的调节一般用调整压射冲头速度、更换压室直径和改变内浇道面积来实现。此速度不宜太大或太小,若填充速度太快,会使铸件产生气孔等缺陷;若填充速度太小,易使铸件轮廓不清。填充速度的选择应视铸件大小、复杂程度、铸件的要求、合金种类、压射比压高低而异。例如,对简单厚壁铸件,以及对铸件内部质量要求较高时,应选择较低的填充速度和较高的压射比压;对薄壁或对表面质量要求高的铸件,以及复杂铸件,应选择较高的填充速度和较高的压射比压,因为这时铸件成形是主要矛盾。
压射速度是压室内压射冲头推动合金液的移动速度,也称为冲头速度。压铸过程中常用的压射速度和填充速度,可参见表5-75和表5-76选择。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




