(1)压铸型的成形零件不宜都选用整体式结构 压铸成形零件的结构形式分为整体式和镶拼式两种,如图5-146所示为整体式结构,这种结构的特点是:强度高,刚性好;与镶拼式结构相比,铸件的表面上无镶拼接缝,易于设置冷却水道,铸型的寿命比镶拼式的高;缺点是成形部位损坏后,更换周期长,成本高。
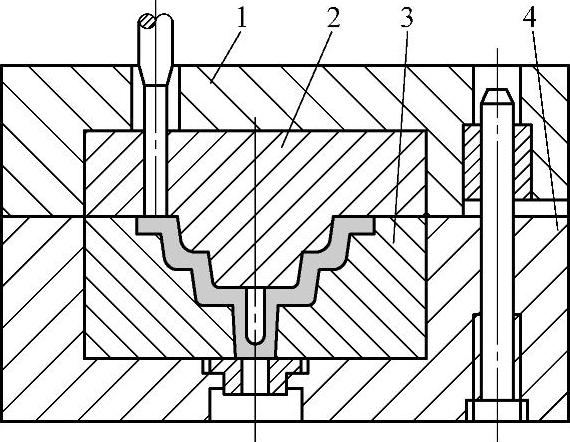
图5-146 形成压铸型型腔的整体式结构
1—动型型板 2—动型镶块 3—定型镶块 4—定型型板
镶拼式结构的成形部分是由型芯和两块以上的镶块镶拼而成。这种结构形式被广泛采用,如图5-147所示。其特点是:对复杂的成形表面能简化加工工艺,提高压铸型的制造质量,容易满足组合镶块成形部分的精度要求;节约材料,降低成本;有利于易损件的修理和更换;大型模具的镶块合理镶拼后,便于加工和热处理;镶块的坯料比较容易锻造,组织均匀,质量较高。
镶拼式结构的使用场合是:型腔较深或大型压铸型;多型腔的压铸型;型腔表面比较复杂的压铸型。
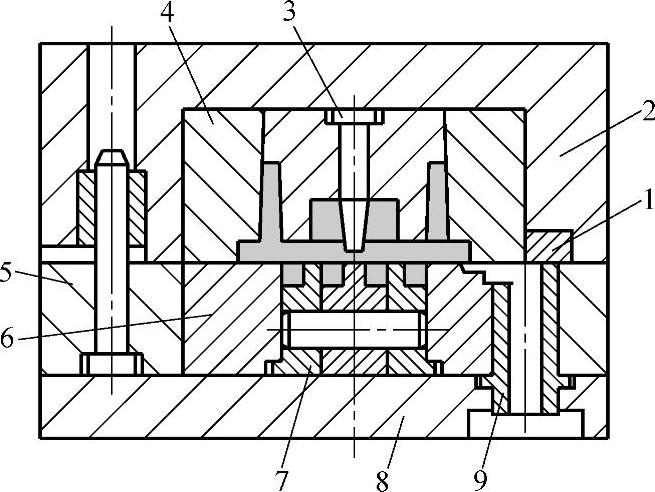
图5-147 形成压铸型型腔的镶拼式结构
1—浇道镶块 2—动型型板 3—动型型芯 4—动型镶块 5—定型套板 6—定型镶块 7—定型镶片 8—定型座板 9—浇口套
(2)压铸型中正对内浇道的型芯不宜做成整体式 图5-148a所示压铸型中的型芯3,长期承受从内浇道进入的高温、高压合金液的正面冲击,容易冲蚀损坏,特别是熔点较高合金(如铜合金)的压铸,这种现象更为严重。为便于易损处的修理和更换,降低模具费用,提高压铸型的寿命,宜将整体式型芯改为镶拼式型芯,如图5-148b所示。
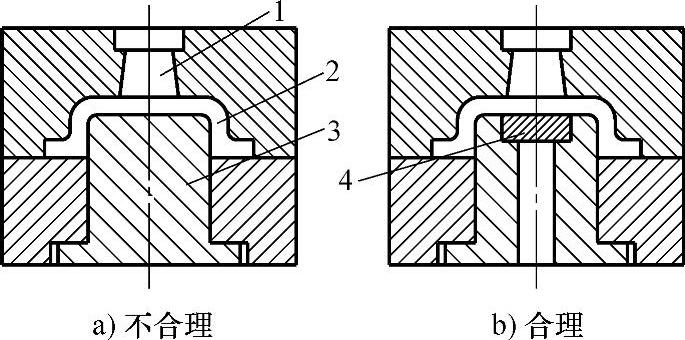
图5-148 正对内浇道的型芯不宜做成整体式
1—内浇道 2—型腔 3—型芯 4—型芯镶块
(3)为保证压铸件的尺寸精度,不可忽视对压铸型型腔尺寸的制定 较妥善完好制定型腔尺寸,目的在于保证铸件的尺寸精度。但影响尺寸精度的因素很多,如铸件结构、压铸型结构、制造公差、合金的化学成分及收缩率、压铸机的性能等。所以,要精确确定型腔的尺寸是困难的。一般都是采取调整各因素上下公差的方法来确定型腔尺寸(参看图5-149)。
1)工作中磨损后型腔变大的尺寸
D型=D最大+D件×K-nΔD件+ΔD型
2)工作中磨损后型腔变小的尺寸
d型=(d最小+d件×K+nΔd件)-Δd型
3)同向磨损(中心距)尺寸
L型=(L件+L件·K)±ΔL型/2
式中 D件、d件、L件——铸件外形、内形及槽孔中心距的名义尺寸(mm);
D型、d型、L型——型腔上相应部位的尺寸(mm);
D最大——铸件上外形的最大极限尺寸(mm);(www.daowen.com)
d最小——铸件上槽孔的最小极限尺寸(mm);
K——综合线收缩率(%);
n——磨损系数,一般取0.7;
ΔD件、Δd件、ΔL件——铸件上D件、d件、L件的公差值(mm);
ΔD型、Δd型、ΔL型——D型、d型、L型尺寸的公差(mm)。
其中
D件=D最小+1/2ΔD件
d件=d最小+1/2Δd件
L件=L最小+1/2ΔL件
式中 D最小、d最小、L最小——槽孔及长度的最小极限尺寸(mm)。
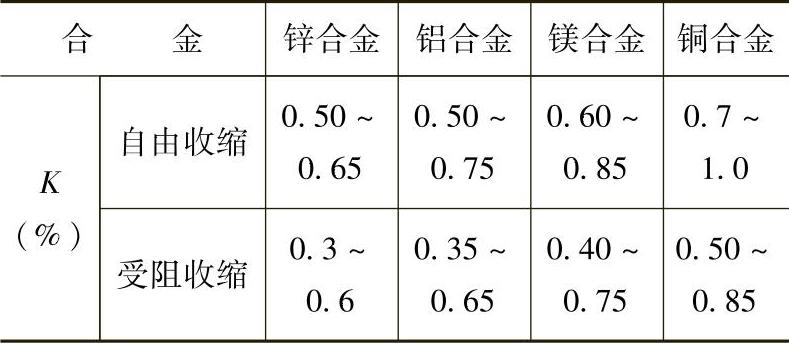
在制定尺寸时,综合线收缩率K是重要的参数,但由于影响因素较多,所以难以确定。一般可参照表5-70选取。
压铸型制造公差ΔD型、Δd型、ΔL型,根据铸件尺寸精度的要求和压铸型的制造工艺性而定。一般取公差ΔD件、Δd件、ΔL件的1/3~1/5,特殊情况取1/8。
必须指出:当铸件有嵌件时,应按铸件实际壁厚确定型腔尺寸。一般铸件尺寸公差不包括铸造斜度造成的尺寸误差,当注明包括斜度在内时,则先按下式进行验证
Htanα≤0᥊375ΔD
式中 H——具有斜角为α的深度(mm);
α——允许的最小铸造斜角(度);
D——铸件尺寸公差(mm)。
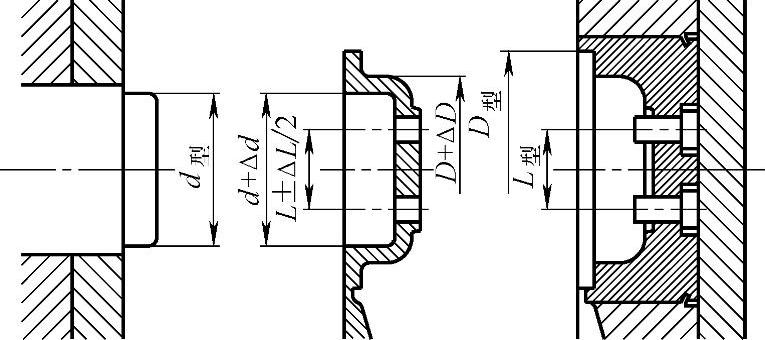
图5-149 型腔尺寸计算参考图
表5-70 几种常用压铸合金的综合线收缩率
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。






