冷压室压铸机的压室与保温炉是分开的。压铸时,从保温炉中取出液态合金浇入压室后进行压铸。其中的立式压铸机压室的中心线是垂直的。压铸型与压室的相对位置及压铸过程如图5-129所示。合型后,浇入压室2中的液态合金3被已封住喷嘴孔6的反料冲头8托住,当压射冲头向下压到液态合金面时,反料冲头开始下降(下降高度由弹簧或分配阀控制),打开喷嘴6,液体合金被压入型腔。凝固后,压射冲头退回,反料冲头上升,切断余料9,并将其顶出压室,余料取走后再降到原位,然后开型取出铸件,完成一个压铸循环。而卧式压铸机压室的中心线是水平的。压铸型与压室的相对位置及压铸过程如图5-130所示。合型后,液态合金浇入压室2,压射冲头1向前推进,将液体合金经浇道7压入型腔6。开型时,余料8借助压射冲头前伸的动作离开压室,同铸件一起取出,完成压铸循环。
综上所述,两种压铸机相比较:在结构上,仅压射机构不同,立式压铸机有切断、顶出余料的下液压缸,许多零件(压室、喷嘴、压射冲头、反料冲头)调整及更换不便,机器结构,安装及管路都较复杂,增加了维修的困难;而卧式压铸机压室简单,维修方便。在工艺上,立式压铸机压射前合金液不可能流入型腔内,便于开设中心浇口,但其缺点是合金液须转90°进入浇道内,压力损失大;浇道长,由压室至型腔有两个转折,液体合金耗量大,充填过程能量损失也较大;反料冲头未截断浇道余料前,不能开型,生产率较低。相比之下,卧式压铸机液体合金进入型腔流程短,压力损失小,有利于传递最终压力,便于提高比压;浇注后,任何时间都可开型,压射冲头可从压室内推出余料,生产率高;机器结构简单,操作方便,故使用较广。立式和卧式压铸机均适于非铁合金压铸,而铁合金压铸则宜采用卧式压铸机。
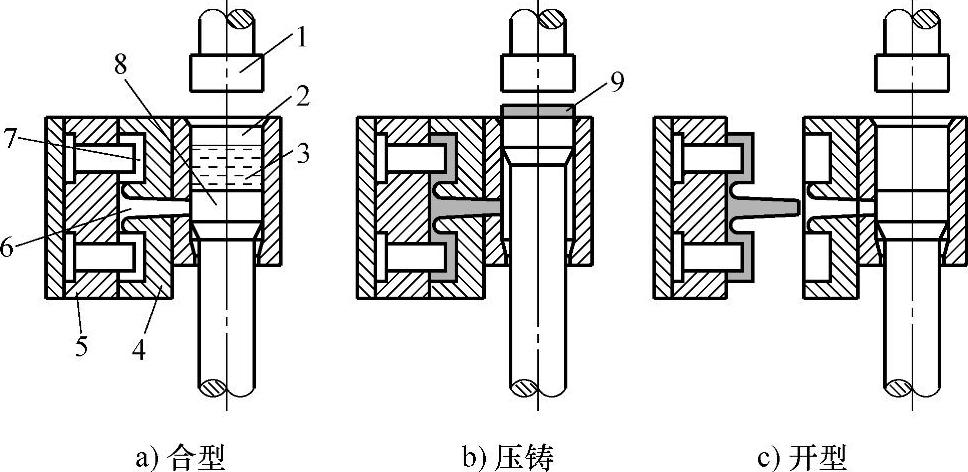
图5-129 立式压铸机压铸过程的示意图
1—压射冲头 2—压室 3—液态金属 4—定型 5—动型 6—喷嘴 7—型腔 8—反料冲头 9—余料(www.daowen.com)
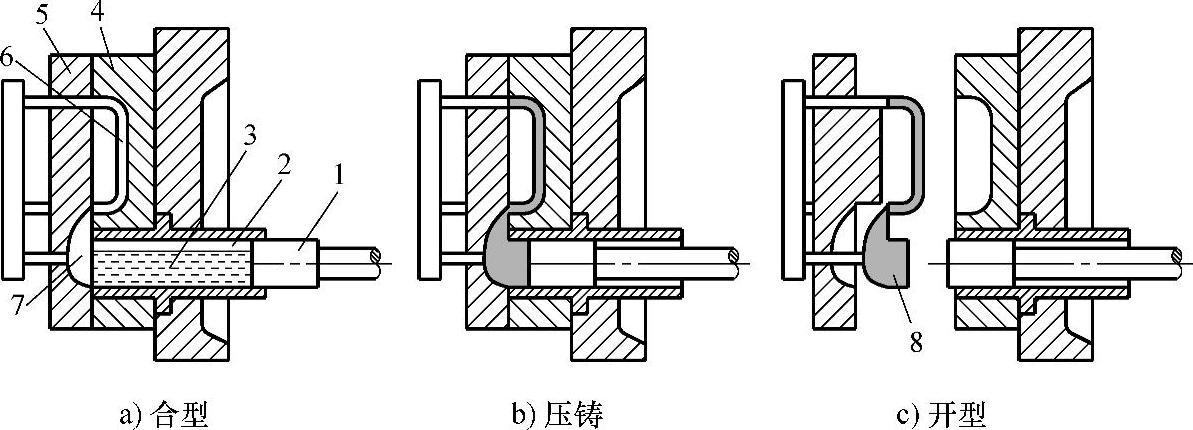
图5-130 卧式压铸机压铸过程示意图
1—压射冲头 2—压室 3—液态金属 4—定型 5—动型 6—型腔 7—浇道 8—余料
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。




