【摘要】:当压射冲头3上升时,液态合金1通过进口5进入压室4内。合型后,在压射冲头下压时,液态合金沿着通道6经喷嘴7充填压铸型8,随后冷却凝固成型,然后可开型取件,完成一个压铸循环。但压室、压射冲头长期浸在液体合金中,影响使用寿命。目前热压室压铸机大多用于压铸锌合金等低熔点合金铸件,但也少量用于压铸小型铝、镁合金压铸件。而对高熔点的非铁合金,特别是铁合金,在未较好解决压室、压射冲头寿命之前还难于使用。
压铸机按压室的不同可分为热压室压铸机和冷压室压铸机;而按压力传递的方式又可分为立式、卧式和全立式三种;按压铸机的动力形式可分为手压、气压、液压和机械传递压力四种。其分类情况如图5-127所示。
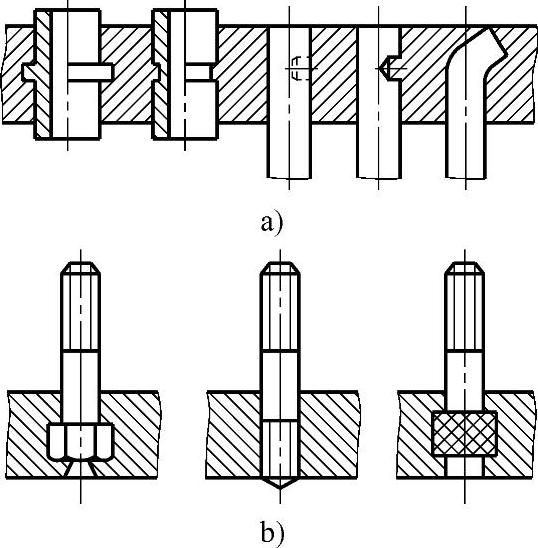
图5-125 轴杆镶嵌以防止轴向移动
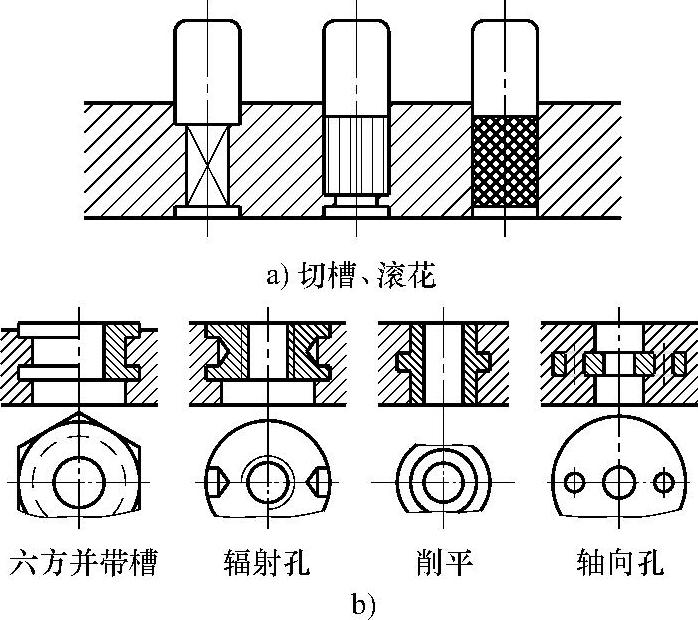
图5-126 镶嵌件外部滚花或设计成多边形以防止镶嵌件旋转
热压室压铸机(简称热室压铸机),压室浸在保温熔化坩埚的液态合金中,压射部件不直接与基座连接,而是装在坩埚上面。压铸过程如图5-128所示。当压射冲头3上升时,液态合金1通过进口5进入压室4内。合型后,在压射冲头下压时,液态合金沿着通道6经喷嘴7充填压铸型8,随后冷却凝固成型,然后可开型取件,完成一个压铸循环。
这种压铸机的优点是生产工序简单,效率高,金属消耗少,工艺稳定,压入型腔的液体合金氧化少,铸件夹杂少,铸件质量好,生产率高,易实现自动化。但压室、压射冲头长期浸在液体合金中,影响使用寿命。另外还易增加合金的铁含量。目前热压室压铸机大多用于压铸锌合金等低熔点合金铸件,但也少量用于压铸小型铝、镁合金压铸件。而对高熔点的非铁合金,特别是铁合金,在未较好解决压室、压射冲头寿命之前还难于使用。而这方面,宜选用压室与熔炉分开工作的冷压室压铸机。(www.daowen.com)
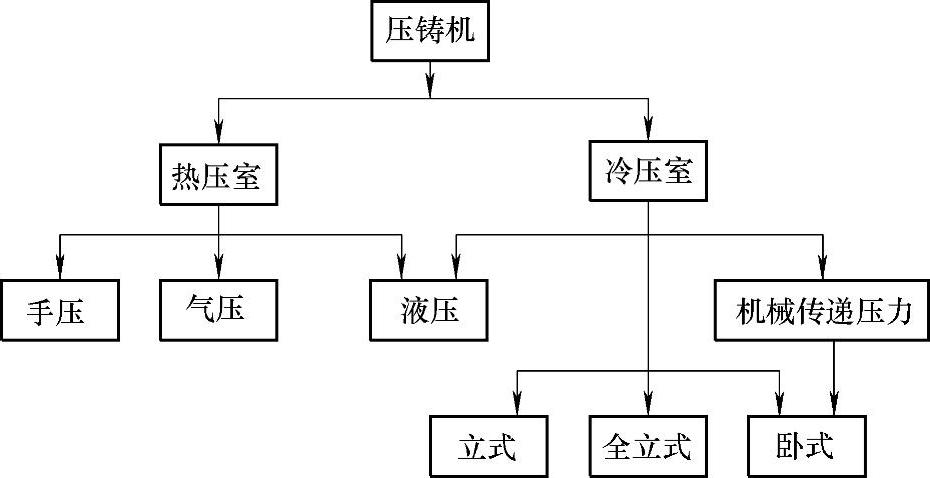
图5-127 压铸机分类
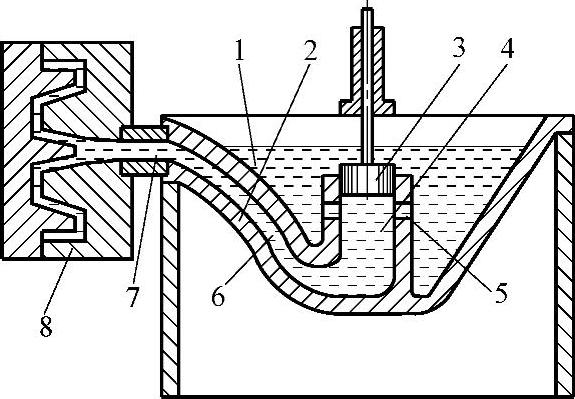
图5-128 热压室压铸机过程示意图
1—液态合金 2—坩埚 3—压射冲头 4—压室 5—进口 6—通道 7—喷嘴 8—压铸型
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。
有关铸造生产技术禁忌手册的文章






