(1)压铸件的壁厚不宜过厚和过薄 厚壁会使压铸件的力学性能明显下降,图5-118表示出锌合金、铝合金、镁合金的强度增减百分比与铸件壁厚的关系。薄壁铸件致密性好(密度大),相对提高了铸件强度及耐磨性(见表5-67所列不同壁厚的铝合金压铸件的密度和强度)。究其原因是,在压铸过程中,当金属液以高压、高速的状态进入型腔,与型腔表面接触后很快冷却凝固。受到激冷的压铸件表面形成一层细晶粒组织,这层致密的细晶粒组织的厚度约为0.3mm左右,因此薄壁压铸件具有更高的力学性能。相反,厚壁压铸件中心层的晶粒较大,易产生内部缩孔、气孔、外表面凹陷等缺陷,使压铸件的力学性能随着壁厚的增加而降低。因此,在保证铸件具有足够强度和刚度的前提下,应尽量减小厚度并保持截面的厚薄均匀一致。但壁不能太薄,太薄使合金充填不良、熔接不好,易产生缺陷,并给工艺带来困难。对压铸件来说,为了避免缩孔、缩松等缺陷,对铸件的厚壁处应减薄壁厚,增设加强肋,如图5-119所示。肋的厚度一般不应超过与其相连的壁的厚度。为消除过厚截面,有时也可利用镶嵌件来达到目的。
压铸件壁厚的极限范围很难加以限制。通常可按铸件各个壁厚表面积的总和来选择适宜的壁厚。在零件的工艺性能好以及压铸生产中又具备良好的工艺条件时,还可以压铸出更薄的壁。比如,锌合金铸件最小壁厚为0.5mm,铝合金铸件最小厚度为0.7mm,镁合金铸件最小厚度为0.8mm,铜合金铸件最小厚度为1mm。各种压铸合金铸件的合理壁厚见表5-68。
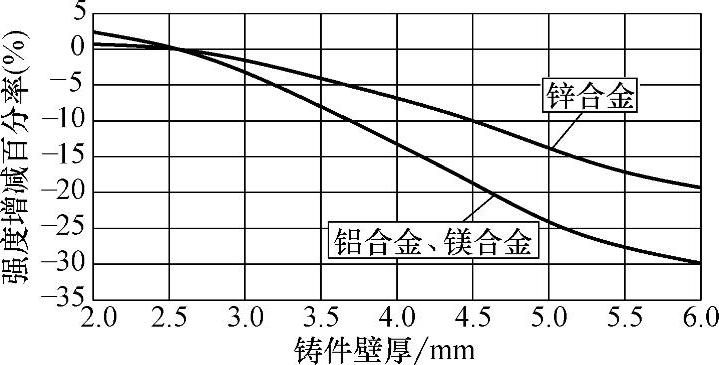
图5-118 压铸件壁厚对抗拉强度的影响
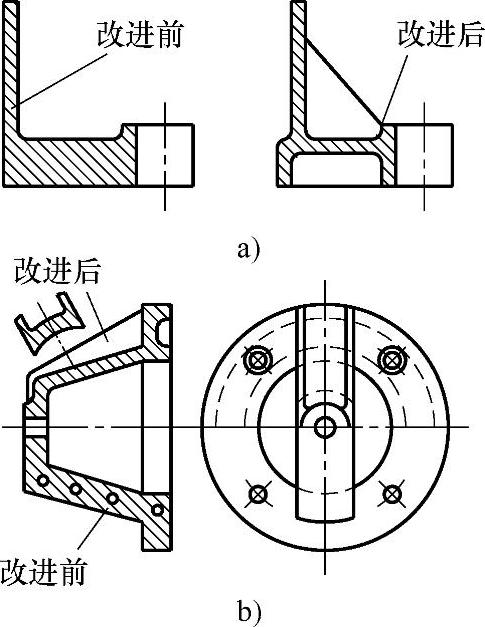
图5-119 采用加强肋以消除厚壁
表5-67 不同壁厚时铝合金压铸件的密度和强度
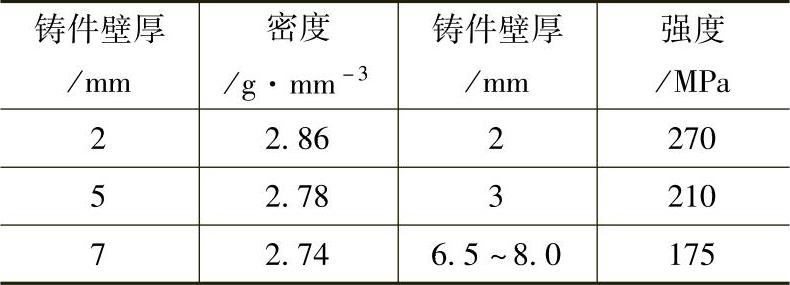
表5-68 压铸件合理壁厚
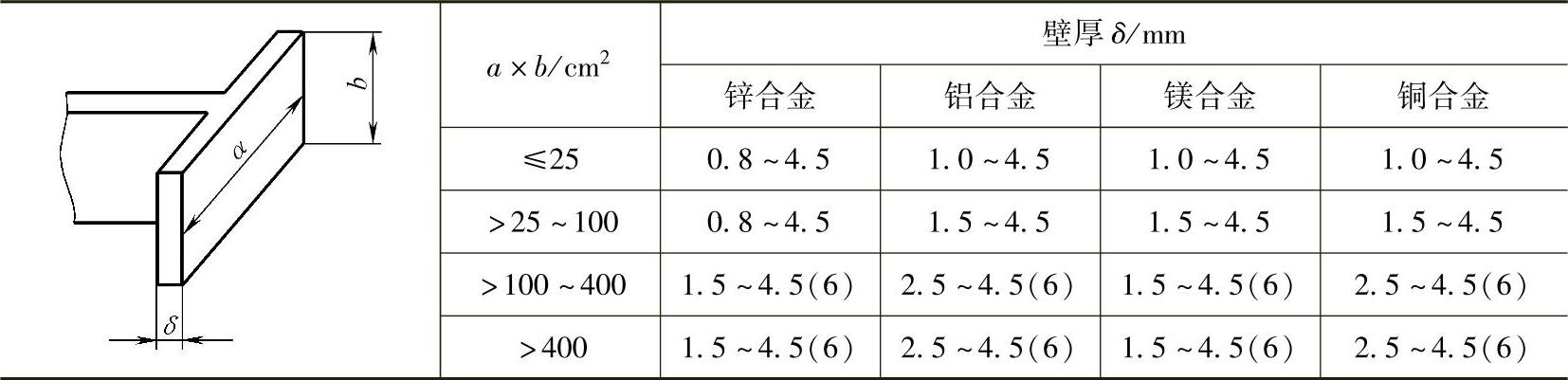
注:1.在比较优越的条件下,合理壁厚范围可取括号内数值。
2.根据不同使用要求,压铸件壁厚可以增厚到12mm。(https://www.daowen.com)
(2)压铸件上肋的厚度一般应小于所在壁的厚度,且不宜在铸件上交叉 肋的作用是将压铸件过厚的壁改薄后,用以提高其强度和刚性;防止或减少铸件收缩变形;避免工件从压铸型内顶出时发生变形;填充合金液时用以作辅助回路(合金流动的通路)。肋的厚度应小于所在壁的厚度,其厚度与斜度一般可参见表5-69。当铸件壁厚小于2mm时,容易在肋处憋气,故不宜设肋,如必须设肋,则可使肋与壁相连处加厚。图5-120~122所示为设置肋的一些原则:
1)肋的布置要对称(见图5-120b),如果不对称(见图5-120a),肋和铸件先后凝固收缩时,铸件承受的收缩应力不均,易引起压铸件变形。
2)避免肋的连接处合金液汇集:肋在铸件上交叉,易在汇合点出现缩孔或疏松(见图5-121a),因而应使交叉肋的位置错开(见图5-121b),不能错开时,宜在肋的交叉处开孔(见图5-121d),以消除压铸件上连接处合金液的汇集。
3)肋的壁厚要均匀:图5-122a所示为压铸件上肋的厚度大于主体壁厚且不匀称,收缩时使铸件产生变形。应改为肋的厚度与主体壁厚匀称,就可避免铸件变形(见图5-122b)。
表5-69 肋的厚度与斜度
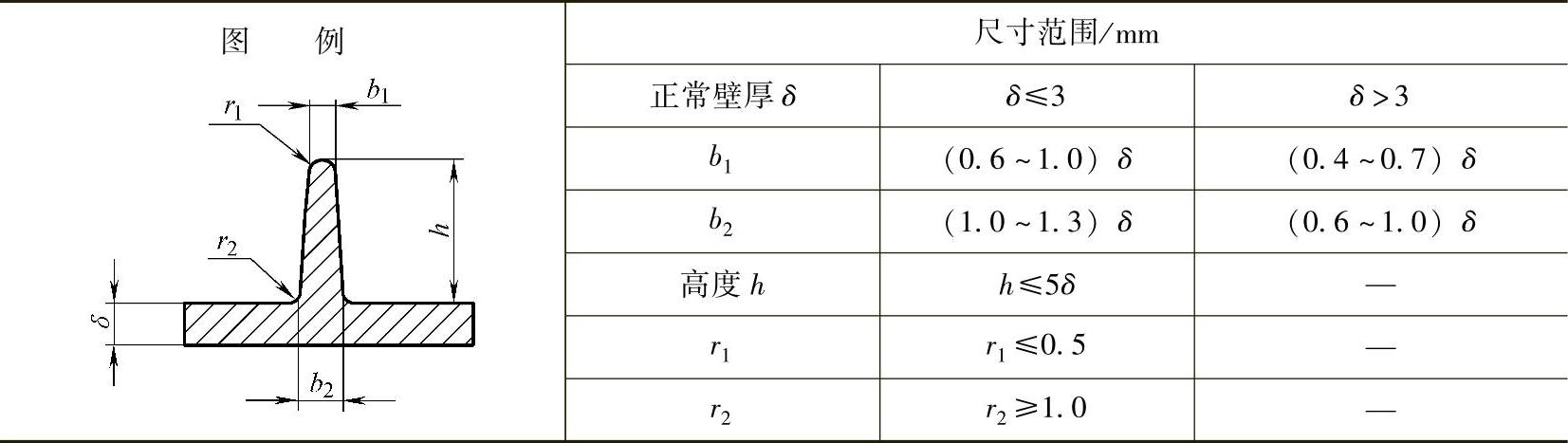
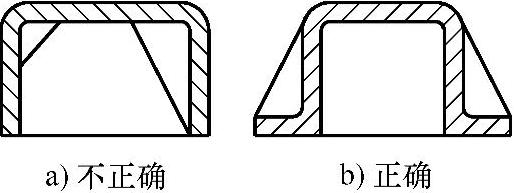
图5-120 肋的布置要对称
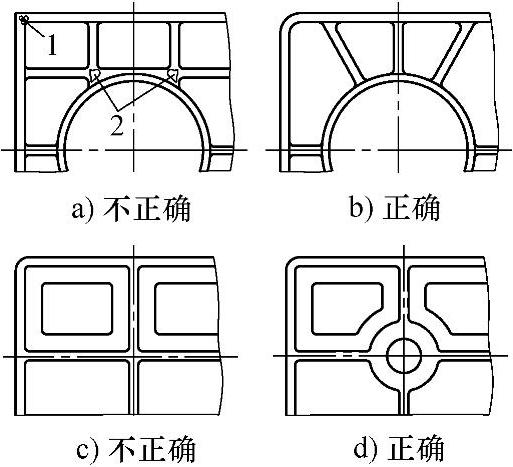
图5-121 避免肋的连接处合金液汇集
1-疏松2-缩孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







