压力铸造简称压铸,是将液态或半液态合金,在高压作用下,以高的速度填充压铸型的型腔,并在压力下快速凝固而获得铸件的一种方法。常用的压力是从几兆帕至几十兆帕(即几十到几百个大气压);填充初始速度在0.5~70m/s范围内,有时甚至可达100m/s以上。因此,高压和高速是压铸法与其他铸造法的根本区别,也是重要特征。与其他铸造方法相比,压铸有以下三方面优点:
1)产品质量好:铸件尺寸精度高,一般可达CT6~7级,甚至可达CT4级;表面粗糙度值低,一般相当于5~8级;强度和硬度较高,强度一般比砂型铸造提高25%~30%,但伸长率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。例如,当前锌合金压铸件最小壁厚可达0.3mm;铝合金铸件可达0.5mm;最小铸出孔径为0.7mm;最小螺距为0.75mm。
2)生产效率高:主要是压铸机生产效率高,例如国产J1113型卧式冷压室压铸机平均8h可压铸600~700次;小型热压室压铸机平均每8h可压铸3000~7000次;压铸型寿命长,一副压铸型压铸铝合金寿命可达几十万次,甚至上百万次;易实现机械化和自动化。
3)经济效果优良:由于压铸件有尺寸精确、表面光洁等优点,一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和加工工时。大量生产时,压铸件成本较其他铸造方法成本低,如图5-109所示。
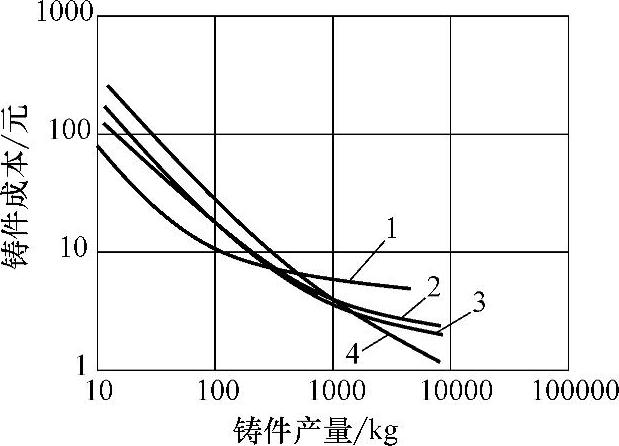
图5-109 不同铸造方法生产的铸件费用比较(www.daowen.com)
1—熔模铸件 2—壳型铸件 3—金属型铸件 4—压铸件
压铸虽然有许多优点,但目前也存在下述问题:
1)普通压铸法压铸的铸件易产生气孔,不能进行热处理;压铸某些内凹件,还比较困难;压铸高熔点合金(如铜、钢铁材料)铸件,压铸型寿命较低。
2)压铸设备投资高,压铸型制造复杂、周期长、费用高,一般不宜用于小批量生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





