对于铸件上某些细长弯曲甚至带分枝的小孔,用机械加工方法无法制出;采用普通金属型芯和一般砂芯也无法成形;较有成效的方法之一,是采用一次性的整体金属型芯如铜管芯可以铸出,其要点如下:
1)用阴极铜管或黄铜管按零件细孔形状、尺寸制作型芯,并设计好芯头,以便固定在金属型或其他型芯上。
2)铜管直径如小于5mm,一般应用壁厚≥0.5mm的铜管。
3)铜管按图样弯曲时,为防止弯曲处压扁,应向铜管中浇灌易熔(熔点70℃)合金,易熔合金配比见表5-61。
4)应注意不同材料的膨胀值。例如铜管遇铝合金熔液后膨胀1.8%,铝合金凝固收缩约为1.3%,则铜管型芯尺寸应比铸件基本尺寸短0.5%。
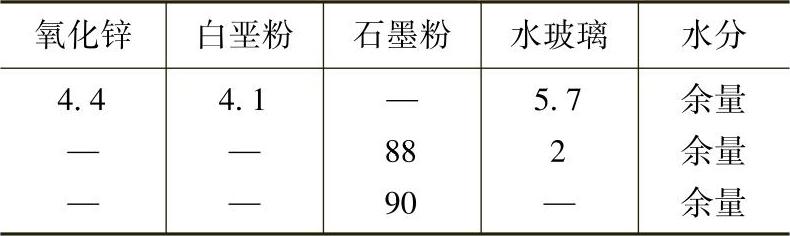
5)铜管表面应涂以涂料,避免铜管熔化,涂料成分见表5-62。
6)在浇注时,铜管型芯水平面上表面容易产生气孔,宜在可能产生气孔处每隔15~20mm打ϕ0.5mm的排气孔。
7)铸件浇注成形后,用硝酸腐蚀,去除铜管,即形成零件所需要的内腔管道。硝酸与铜的反应式如下:
Cu+4HNO3→Cu(NO3)2+2NO2↑+2H2O(www.daowen.com)
硝酸体积分数为45%~55%较好,当不冒NO2气体(呈黄色),或再用干净的硝酸而不流出绿色硝酸铜时,说明铜管已腐蚀完毕。铝在强硝酸作用下,表面形成致密的氧化铝,起保护作用。
8)用弱苏打水灌注管道,以中和硝酸,然后再用清水冲洗干净。此清理工序需要彻底,否则浓硝酸变成稀硝酸,对铝腐蚀严重。
一次性金属型芯也可采用下述工艺:在阴极铜管中灌以干黄砂(注意:一定要灌结实),芯头处以湿砂塞紧,中心插通气眼。铸件冷却后,只将黄砂清除掉,阴极铜管永久留在零件中。
表5-61 易熔合金配比(质量分数,%)

表5-62 涂料成分(质量分数,%)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。





