(1)金属型在喷刷涂料前需先预热,其预热温度不宜过低,但也不能太高 金属型在喷刷涂料前需先预热,预热温度根据涂料成分和涂敷方法确定。温度过低,涂料中水分不能迅速蒸发,其粘结剂无法硬化紧紧粘附在型壁上,涂料容易往下流淌(见图5-92a);温度过高(≥250℃),涂料不易粘附,而且由于涂料中水分蒸发过快而使涂料层产生气泡,并易引起涂层脱落和造成涂料层不均匀(见图5-92b),使铸件表面粗糙,甚至引起缺陷;因此,应将金属型工作面的工作温度控制在适宜范围,使涂料中水分既能迅速蒸发,又可在硬化后紧紧粘附在型壁上,不流淌、不脱落,如图5-92c所示。常用的金属型喷刷涂料前的预热温度见表5-52。
表5-52 喷刷涂料前金属型预热温度
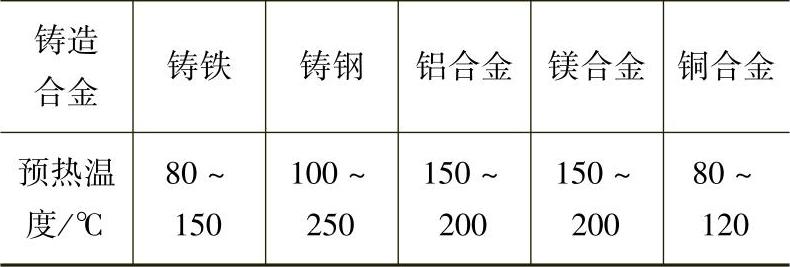
注:在连续浇注过程中喷刷涂料时,应使金属型适当地凉一凉。

图5-92 喷刷涂料时,金属型内预热的温度要合适
(2)金属型喷完涂料后,浇注前还需进一步预热,其预热温度不宜过低,但也不能太高 金属型喷完涂料后,浇注前还需进一步预热,其目的是:
1)金属型导热性好,液体合金冷却快,将金属型预热到一定温度再浇注,可避免合金液冷却速度太快,从而使其流动性剧烈降低,容易造成铸件产生冷隔、浇不足、夹杂、气孔、裂纹等缺陷;预热也可防止铸铁件表面产生白口。
2)保护金属型,延长其使用寿命。因为未预热的金属型在浇注时,将受到强烈的热冲击,导致应力倍增,金属型极易被破坏。
3)减轻铸件包紧力,利于脱型。
4)确保操作者的安全。
浇注前预热温度一般就是金属型的工作温度。但是,对某些合金,往往实际操作时预热温度要适当高些,然后待金属型温度稍降后,再进行浇注。金属型的适宜预热温度随所浇注的合金的种类、铸件结构和大小而定,一般不能太低。过低,会类似未预热的金属型,使铸件冷却太快和冷却不均匀,造成裂纹、气孔、浇不到等缺陷;甚至在浇注发生合金液的喷溅,危及操作者安全,并使金属型寿命缩短。金属型预热温度也不可太高,过高,不但会使铸件的晶粒粗大,导致其力学性能降低和易产生缩松、气孔等缺陷,而且会降低生产效率,缩短金属型寿命。生产中,一般在保证铸件质量的前提下,金属型的工作温度越低越好,这方面最好通过试验确定,也可参照表5-53所示的几种合金浇注前的一般铸件所用金属型预热温度。对于薄壁铸件可取上限,对于厚壁简单件可取下限,但一般情况下,金属型的预热温度不低于150℃。
表5-53 合金对金属型预热温度的要求

(3)为预热金属型,其常用的预热方法不可不知 金属型常用的预热方法有:
1)用喷灯或煤气火焰预热:使用方便、快捷、经济,但型温不易控制。对于小型金属型可以用移动式喷嘴直接对分型面加热;对大、中型金属型则应根据工艺要求分别设置喷嘴,以求金属型整体受热均匀。图5-93~95所示为用煤气加热金属型示意图。
2)采用电阻丝加热:在金属型需要加热处设置电阻丝,如图5-96所示。这种方法使用方便,装置紧凑,加热温度可以自动调节。对于大型金属型,可直接将电阻丝装在金属型型体上,但应有良好的绝缘保护装置。为了安全生产,可采用24~36V的低压电加热。对于小型金属型使用电加热,可以将电阻丝安装在金属型铸造机上,对整个金属型进行加热,而不必在每副金属型上都装电阻丝。对大、中型金属型,也可用活动电阻丝加热器,将其直接放在敞开的金属型上加热。
3)管状加热元件加热:当金属型壁厚超过35mm时,可用管状加热元件加热,如图5-97所示。这种方法效率高、拆装方便、寿命长。而管状加热元件安放的原则是,在不影响金属型强度的情况下,离型面越近越好,如图5-98所示。
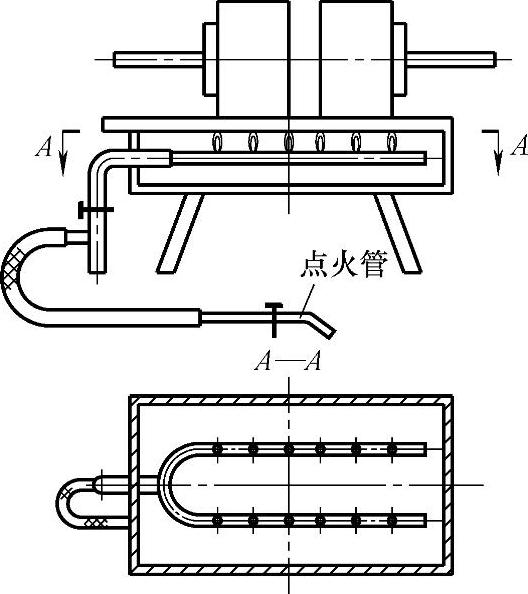
图5-93 移动式煤气喷嘴底部加热装置
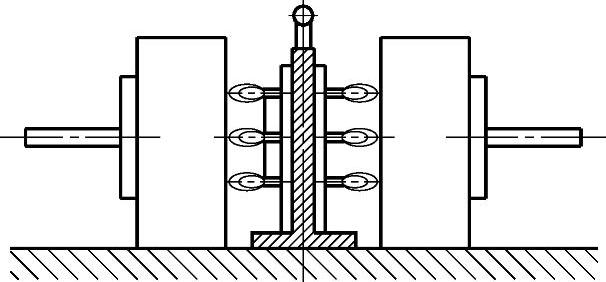
图5-94 移动式煤气喷嘴分型面加热装置
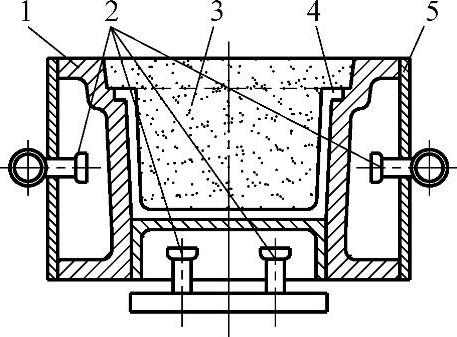
图5-95 专用煤气喷嘴加热金属型
1—金属型 2—煤气喷嘴 3—型芯4—型腔 5—护板
 (https://www.daowen.com)
(https://www.daowen.com)
图5-96 电阻丝加热
4)采用箱式电炉加热:常采用可移出底盘的箱式电炉,将金属型放入电炉中加热。其优点是温度均匀,加热效果好,适用于多品种、中小型金属型加热。
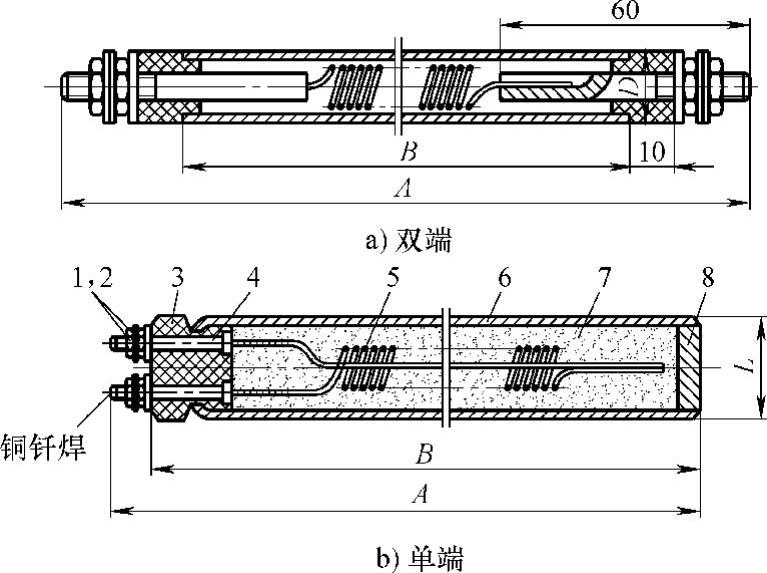
图5-97 管状加热元件
1—螺母 2—垫片 3—绝缘子(陶瓷) 4—接线头(Cr20Ni80) 5—电阻丝(Cr20Ni80) 6—外壳(1Cr18Ni9Ti) 7—填料(电熔氧化镁) 8—堵头(1Cr18Ni9Ti)
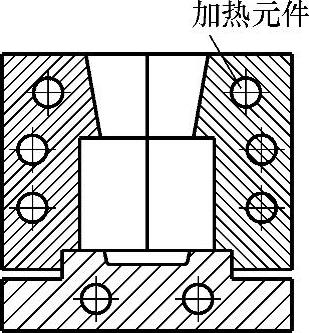
图5-98 安放管状加热元件的金属型剖面
5)先将金属型放在炉上烘烤,然后浇注合金液体将金属型烫热。这种方法,只适用于小型铸型和生产过程中的补充加热,因为它要浪费一些合金液,也会降低铸型寿命。
(4)为调节金属型的工作温度,不可忽视加速金属型冷却的方法 要保证金属型铸件的质量稳定、生产正常,首先要使金属型在生产过程中温度变化恒定。如果每浇注一次,就需要将金属型打开一次,停放一段时间,待冷却至规定温度时再浇,就会降低生产率,因此常用强制冷却的方法,其冷却的方式一般有以下几种:
1)风冷:风冷是在金属型外围吹风冷却,强化对流散热。其冷却效果与金属型外部的散热面积有关,散热面积大,冷却效果好。为提高冷却效果,可在金属型背面设置散热片及散热针(散热刺),如图5-99所示。一般散热针(散热刺)平均直径10mm左右,间距30~40mm。散热片的厚度,可根据金属型的大小选4~12mm,片与片的间距为散热片厚度的1~1.5倍。它们的高度都以不超过金属型外轮廓尺寸为宜。这种金属型,与没有散热片(针)的金属型相比,冷却效果可提高20%~30%。自然风冷方式的金属型,虽然结构简单、制造容易、成本低,但冷却效果仍不是十分理想,适用于用铸铁制成的金属型。如果在金属型背面留出空间(见图5-99b),吹压缩空气或用抽气机抽气,以达到降低金属型温度的目的,其散热效果好,使用安全,不影响金属型使用寿命。
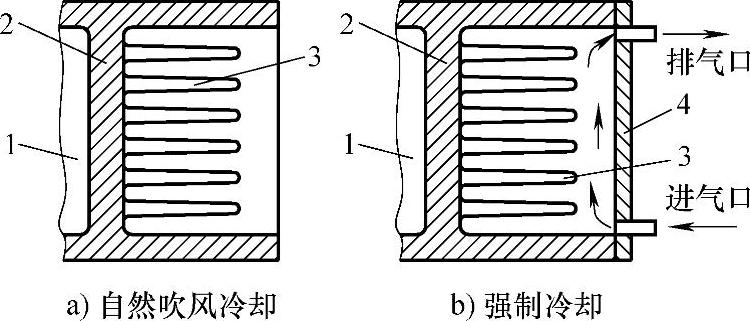
图5-99 金属型的两种风冷方式
1—型腔 2—金属型 3—散热片(针) 4—铸铁盖板
2)间接水冷:在金属型背面或某一局部,镶铸水套,通水冷却,其冷却效果比风冷好,适于浇铸铜合金铸件或可锻铸铁件。但对浇铸薄壁灰铁铸件或球墨铸铁铸件,激烈冷却,会增加铸件的缺陷。为防止金属型在背面因强烈冷却产生应力和裂纹,可在水套和金属型壁之间镶铸导热性好的材料,如图5-100所示。
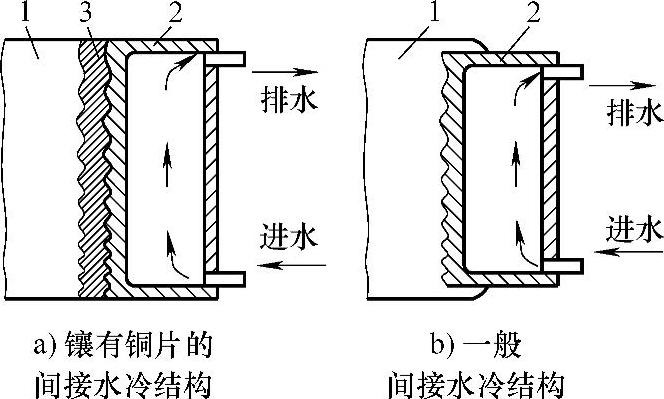
图5-100 间接水冷金属型结构示意图
1—金属型 2—水套 3—铜片
3)直接水冷:在金属型的背面或局部直接制出水套,在水套内通水进行冷却,效果最好,但应避免冷却速度太快而降低金属型使用寿命,这主要用于浇铸铜合金铸件、铸钢件或其他合金铸件,以及铸型要求强烈冷却的部位。因其成本较高,只适用于大批量生产,其结构如图5-101所示。
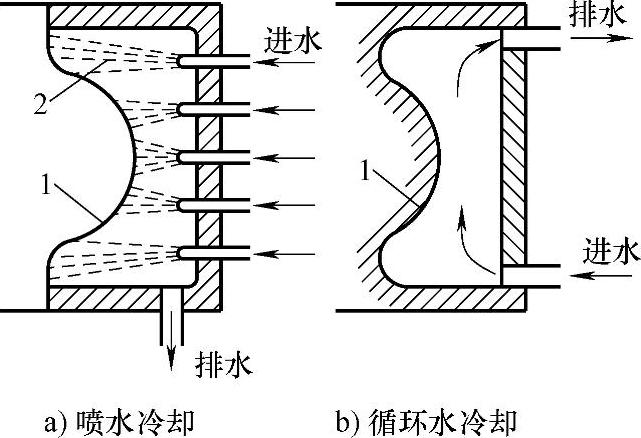
图5-101 金属型直接水冷
1—金属型壁 2—喷水分布
如果铸件壁厚薄悬殊,在采用金属型生产时,也常在金属型的一部分采用加热,另一部分采用冷却的方法来调节型壁的温度分布。图5-102所示为金属型局部电阻加热。
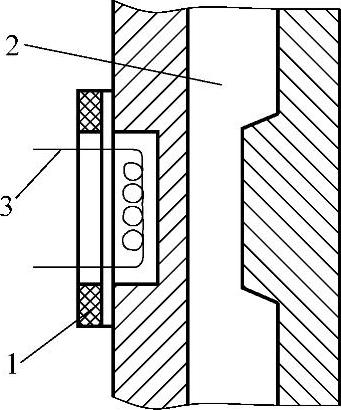
图5-102 金属型局部加热
1—云母片 2—型腔 3—电阻丝
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。







